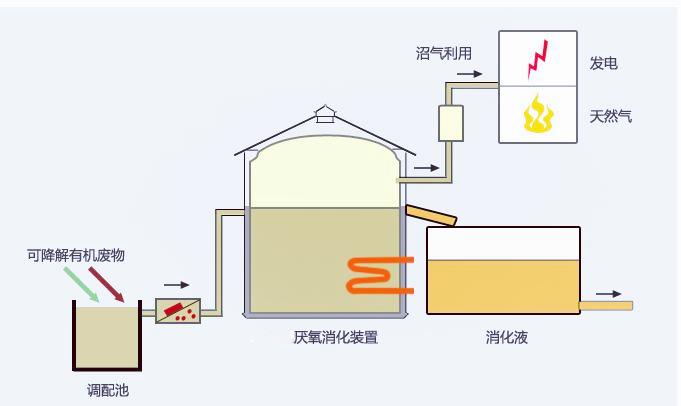
厌氧消化指有机质在无氧条件下,由兼性菌和厌氧细菌将可生物降解的有机物分解为CH4、CO2、H2O和H2S的消化技术。厌氧消化被广泛应用于污水畜禽粪便和城市有机废弃物处理等方面沼气工程技术有可以实现循环经济发展、环境保护、减少温室气体排放和生产可再生能源等目标。
精选百科
本文由作者推荐
厌氧消化
将可生物降解的有消化技术
中文名
厌氧消化
外文名
anaerobic digestion
优势
产生了能源,残余物可作肥料
适宜环境
高浓度有机废水
应用
生物质处置
领域
环境工程技术
基本概述
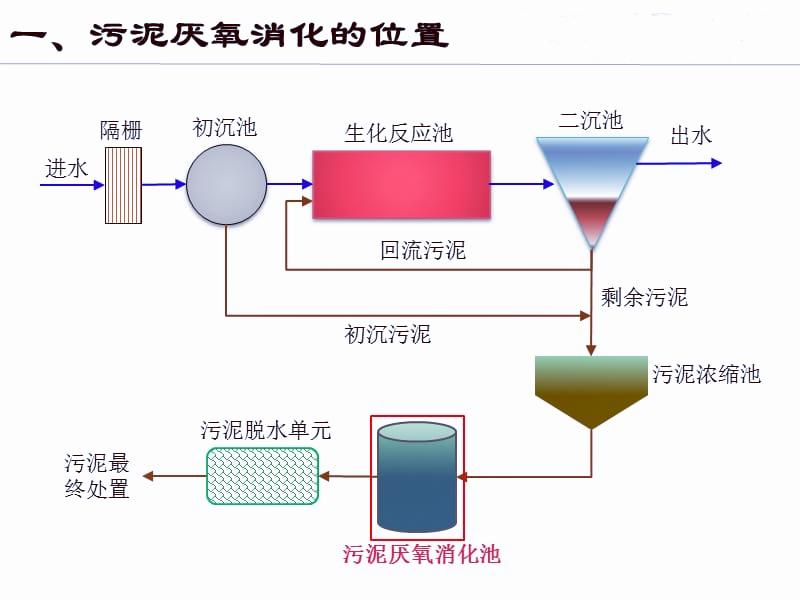
在无氧条件下,污泥中的有机物由厌氧微生物进行降解和稳定的过程。
厌氧消化的优点是有机质经消化产生了能源,残余物可作肥料。厌氧消化开始用于废物处理,现在厌氧消化已应用于多个领域,如工业废水处理、城市垃圾的处理及潜在能源的开发、作燃料与动力、并且已建立了大规模的厌氧消化工厂。
厌氧消化
生化阶段
第1阶段污水中不溶性大分子有机物,如多糖、淀粉、纤维素、烃类(烷、烯、炔等)水解,主要产物为甲、乙、丙、丁酸、乳酸;紧接着氨基酸、蛋白质、脂肪水解生成氨和胺,多肽等(所以有的书又把水解产酸分为二个阶段)。
第2阶段第Ⅰ阶段产物甲酸、乙酸、甲胺、甲醇等小分子有机物在产甲烷菌的作用下,通过甲烷菌的发酵过程将这些小分子有机物转化为甲烷。所以在水解酸化阶段COD、BOD值变化不很大,仅在产气阶段由于构成COD或BOD的有机物多以CO2和H2的形式逸出,才使废水中COD、BOD明显下降。
在酸化阶段,发酵细菌将有机物水解转化为能被甲烷菌直接利用的第1类小分子有机物,如乙酸、甲酸、甲醇和甲胺等;第2类为不能被甲烷菌直接利用的有机物,如丙酸、丁酸、乳酸、乙醇等,不完全厌氧消化或发酵到此结束。如果继续全厌氧过程,则产氢、产乙酸菌将第2类有机物进一步转化为氢气和乙酸。
第3阶段产甲烷细菌把甲酸、乙酸、甲胺、甲醇等基质通过不同途径转化为甲烷,其中最主要的基质为乙酸。
发酵条件控制
营养与环境条件厌氧要求有机物浓度较高,一般大于1000mg/L以上。所以厌氧适于处理高浓度有机废水和污泥处理。和好氧生物处理一样,厌氧处理也要求供给全面的营养,但好氧细菌增殖快,有机物有50~60%用于细菌增殖,故对N、P要求高;而厌氧增殖慢,BOD仅有5~10%用于合成菌体,对N、P要求低。
COD∶N∶P=200∶5∶1或C∶N=12~16
(好氧COD∶N∶P=100∶5∶1)
厌氧过程对环境条件要求比较严格:
Ⅰ、氧化还原电位(φE)与温度
氧的溶入和氧化态、氧化剂的存在:Fe3+、Cr2O72-、NO3-、SO42-、PO43-、H+会使体系中电位升高,对厌氧消化不利。
高温消化——500~600mv,50~55℃
中温消化——300~380mv,30~38℃
产酸菌对氧还—还电位要求不甚严格+100~-100mv
产甲烷菌对氧还—还电位要求严格<-350mv
Ⅱ、pH及碱度
pH主要取决于三个生化阶段的平衡状态,原液本身的pH和发酵系统中产生的CO2分压(20.3~40.5kpa),正常发酵pH=7.2~7.4,有机负荷太大,水解和酸化过程的生化速率大大超过产气速率。将导致水解产物有机酸的积累使pH下降,抑制甲烷菌的生理机能,使气化速率锐减,所以原液pH=6~8,发酵过程有机酸浓度不超过3000mg/L为佳(以乙酸计)。
HCO3-及NH3是形成厌氧处理系统碱度的主要原因,高的碱度具有较强的缓冲能力,一般要求碱度2000mg/L以上,NH3浓度50~200mg/L为佳。
Ⅲ、毒物——凡对厌氧处理过程起抑制和毒害作用的物质都可称为毒物,无机酸浓度不应使消化液pH<6.8;不应高于1500mg/L,其它阴离子浓度参见P148表9-2。
工艺操作条件- 生物量——大小以污泥浓度表示,一般介于10~30gvss/L之间,为防止反应器中污泥流失,可采用装入填料介质使细菌附着挂膜,调节水流速度或污泥回流量。
- 负荷率——表示消化装置处理能力的一个参数,负荷率有三种表示方法:
①容积负荷率——反应器单位有效容积在单位时间内接纳的有机物量kg/m3·d。
②污泥负荷率——反应器内单位重的污泥在单位时间内接纳的有机物量kg/kg·d。
③投配率——每天向单位有效容积投加的材料的体积m3/m3·d。
投配率的倒数为平均停留时间或消化时间,单位为d(天),投配率池可用百分率表示。
负荷率的影响:
①当有机物负荷率很高时,营养充分,代谢产物有机酸产量很大,超过甲烷菌的吸收利用能力,有机酸积累pH下降,是低效不稳定状态。
②负荷率适中,产酸细菌代谢产物中的有机物(有机酸)基本上能被甲烷菌及时利用,并转化为沼气,残存有机酸量仅为几百毫克/升。pH=7~7.5,呈弱碱性,是高效稳定发酵状态。
③当有机负荷率小,供给养料不足,产酸量偏少,pH>7.5是碱性发酵状态,是低效发酵状态。
Ⅲ、温度控制——发酵要求较高的温度,每去除8000mg/L的COD所产沼气,能使水温升高10℃,一般工艺设计中温消化30~35℃。
Ⅳ、pH的控制——当液料pH<6.5或高于8.0,则要调整液料pH。
pH<6.8~7,应减少有机负荷率,
pH<6.5,应停止加料,必要时加入石灰中和。
功能简介
厌氧消化技术是最重要的生物质能利用技术之一,它使固体有机物变为溶解性有机物,再将蕴藏在废弃物中的能量转化为沼气用来燃烧或发电,以实现资源和能源的回收;厌氧消化后残澄量少,性质稳定;反应设备密闭,可控制恶臭的散发。厌氧消化极大地改善了有机废弃物处理过程的能量平衡,在经济上和环境上均有较大优势。
发展历史
用有机废物生产沼气已有一百多年的历史,但其发现是在三百多年前。早在1630年海尔曼(Van Helmont)首先发现有机物腐烂过程中可以产生一种可燃气体,并发现动物肠道也存在这种气体。其后,C.A.Voltal于1776年认定可降解有机物的数量与可燃气体的产生量有直接联系,1808年,H.Davy在牛粪厌氧消化气体中也检测到甲烷气体的存在。1859年,印度孟买建成世界上第一座消化厂;1896年,在英国一座小城市(Exeter)中建起一座处理生活污水污泥的厌氧消化池,所产沼气被当作一条街道的照明燃料。据有关调查,世界上已有600~800万个家庭式或低技术含量的厌氧消化器,厌氧消化产生的沼气主要用于炊事和照明。
基本原理
生物质的有机物组成主要为三类:碳水化合物、蛋白质及脂肪。碳水化合物由C、H、O三种元素组成,主要包括淀粉类物质、纤维素类物质、多糖及单糖等,大分子糖降解生成小分子单糖。蛋白质是一种复杂的有机化合物,主要是由C、H、O、N组成,一般还会含有P、S等元素。氨基酸是蛋白质的基本单位,通过脱水缩合肽链连接组成。脂肪由、、三种元素组成。脂肪是由甘油和脂肪酸组成的三丑甘油酯,甘油组成比较简单,脂肪酸的种类和长短却不相同。在厌氧消化过程中,不同的有机物的降解途径不同。四阶段理论的反应机理见图它将整个过程分为水解、酸化、乙酸化和甲烷化。
影响因素
温度在厌氧消化过程中,温度的范围是很宽泛的,从低温到高温都存在。例如北极下水道中发现有极低温度下存活的甲烷菌。通常我们依据微生物活性把温度范围分为三类:一类是嗜寒的,温度范围从10℃~20℃;—类是嗜温的,温度范围从20℃~45℃:,通常使用37℃;一类是嗜热的,温度范围从50~65℃,通常是55℃。
碳氮比碳氮比的关系是指有机原料中总碳和总氮的比例。厌氧消化过程中碳氮比是有最适范围的,一般是从20:1到30:1,既不能太高也不能太低,否则都会对厌氧发酵过程产生影响。不合适的碳氮比会造成大量的氨态氮的释放或是挥发性脂肪酸的过度累积,而氨态氮和挥发性脂肪酸都是厌氧消化中重要的中间产物,不合适的浓度都会抑制甲烷发酵过程。
酸碱度pH值是反映水相体系中酸浓度的重要指标之一。厌氧发酵菌尤其是产甲烷菌对反应体系中的酸浓度是极为敏感的。较低pH值条件下,甲烷菌的生长就会受到抑制。许多研究者已经研究厌氧消化中不同阶段的最佳pH值。甲烷菌的最佳pH值是7.20左右。
有机负荷量有机负荷是指消化反应器单位容积单位时间内所承受的挥发性有机物量,它是消化反应器设计和运行的重要参数。有机负荷的高低与处理物料的性质、消化温度、所采用的工艺等有关。研究表明,对于处理蔬菜、水果、厨余等易降解的有机垃圾,有机负荷一般为1~6.8kg VS/(m·d)。
厌氧消化相关的文章

脑血管病是指脑部血管的各种疾病引起脑组织的缺血或出血性损伤,包括脑动脉粥样硬化、血栓形成、脑血管狭窄或闭塞、脑动脉炎、脑动脉损伤、脑动脉瘤、颅内血管畸形、脑动静脉瘘等。脑血管病的病因包括血脂异常、动脉粥样硬化、脂肪透明样变性纤维蛋白坏死、纤维肌肉发育不良、血管淀粉样变、血管炎、静脉血栓、血管痉挛等。
大马士革(阿拉伯语:دمشق;英语:Damascus),叙利亚首都、叙境内第二大城市,是世界有人居住的最古老城市之一。大马士革在历史上曾是阿拉伯帝国倭马亚王朝的首都,号称“人间的花园”、“地上的天堂”。
十字军(The Crusaders),由天主教士兵组成的军队,曾参加十字军东征,士兵都佩有十字标志,因此称为十字军。十字军东征的目的是保护朝圣者和反对吉哈德扩张,以及从伊斯兰诸国手中拯救半奴隶与奴隶并缓解突厥人对君士坦丁堡的压力。在十字军的帮助下,拜占庭帝国成功收复尼西亚、吕底亚、密细亚、弗里吉亚北
旁遮普省(旁遮普语: پنجاب;乌尔都语: پنجاب)位于巴基斯坦,是该国人口最多的省份,占全国人口的半数。旁遮普省是旁遮普人的聚居地,首府为拉合尔。该省的主要民族包括旁遮普人和色莱基人,还有从印度回归的穆斯林穆哈吉尔人。由于印度河的五条支流都流经此地,旁遮普省的名称来源于波斯语的Pañj,意

尚可名片
这家伙太懒了,什么都没写!
作者