
对接焊缝是指在焊件的坡口面间或一焊件的坡口面与另一焊件端(表)面间焊接的焊缝,因焊件的边缘常加工成各种形状的坡口,故对接焊缝又称坡口焊缝。对接焊缝常用于板件和型钢的拼接,为消除焊口缺陷,施焊时可在焊缝的两端加设引弧板或引出板,将起弧点和落弧点移到引弧板或引出板上。当焊接不同宽度和厚度的焊件时,应将焊件的一侧或两侧加工成坡度为1:2.5的坡,以使焊件过渡平缓。
精选百科
本文由作者推荐
对接焊缝
用于板件和型钢拼接的焊缝技术
中文名
对接焊缝
外文名
butt-jointed seam
别名
坡口焊缝
分类
焊透和未焊透的对接焊缝
应用
板件和型钢的拼接
坡口形式
I形、V形、U形、X形坡口等
简介
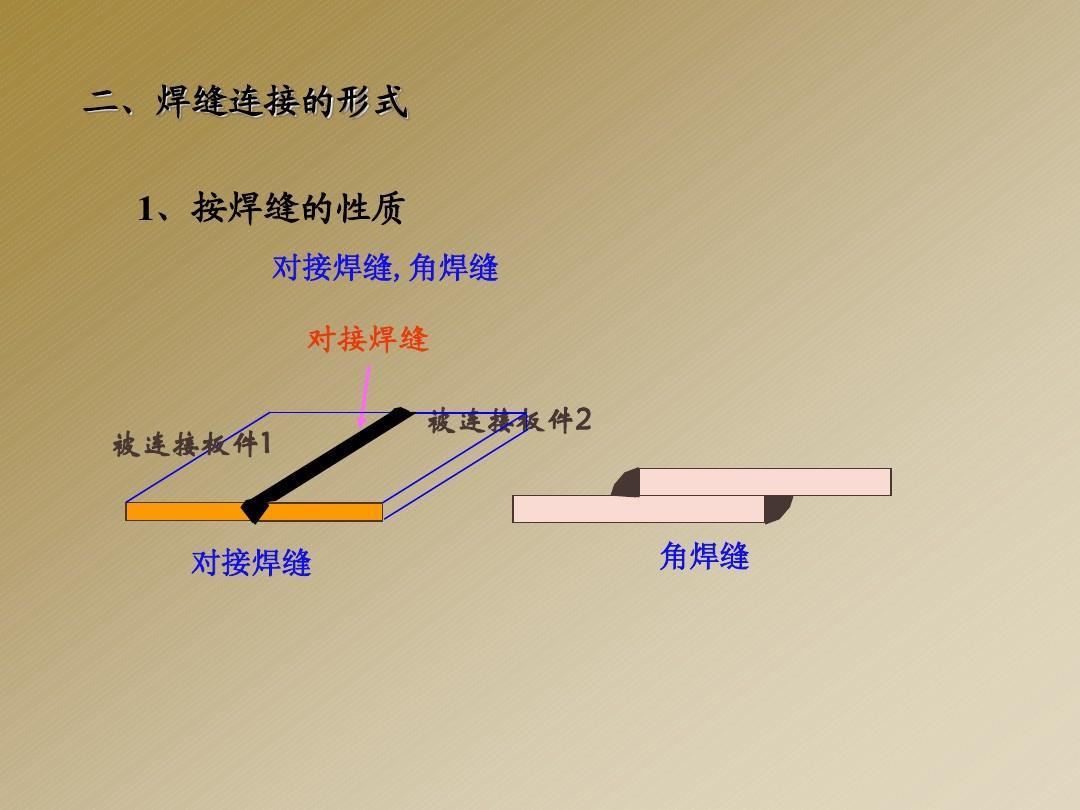
焊缝是指利用焊接热源的高温,将焊条和接缝处的金属熔化连接而成的缝。焊缝金属冷却后,即将两个焊件连接成整体。根据焊缝金属的形状和焊件相互位置的不同,分对接焊缝、角焊缝、塞焊缝和电铆焊等。角焊缝常用于搭接连接;塞焊缝和电铆焊应用较少,仅为了减小焊件搭接长度才考虑采用;对接焊缝常用于板件和型钢的拼接,为便于施焊和保证焊缝质量,常将焊件的边缘加工成各种形状的坡口,故对接焊缝又称坡口焊缝。
对接焊缝
构造
对接焊缝按焊缝是否被焊透,分为焊透的对接焊缝和未焊透的对接焊缝两种。一般采用焊透的对接焊缝。
采用对接焊缝连接时,焊缝金属将成为焊件截面的组成部分。为便于施 焊和保证焊缝质量,在焊件较厚时,常将焊件的边缘加工成各种形状的坡口。坡口各部分的尺寸标注如右图所示。其中,为坡口角度;钝边长度为,可起到托住焊液的作用;间隙宽度为,与坡口一起为焊条提供施焊空间。
对接焊缝的起弧点和落弧点常因不易焊透而出现凹陷的焊口,焊口处易产生内裂纹和应力集中现象。为消除焊口缺陷,施焊时可在焊缝的两端加设引弧板或引出板,将起弧点和落弧点移到引弧 板或引出板上,焊后将引弧板或引出板割除即可。
当焊接不同宽度和厚度的 焊件时,应将焊件的一侧或两侧加工成坡度为1:2.5的坡,以使焊件过渡平缓。当焊件厚度差不大,如厚度差不大于4mm时,亦可不做斜坡而直接焊接。对直接承受动力荷载且需要进行疲劳验算的结构,斜坡坡度不应大于1:4。
分类及应用
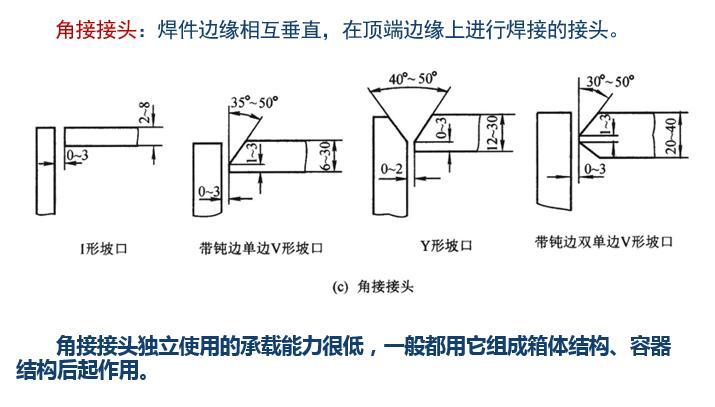
为了便于施工,保证施工质量,保证对接焊缝充满母材缝隙,根据钢板厚度采取不同的坡口形式。
当焊件厚度在10mm以下时,可采用直边焊缝坡口;当焊件厚度为10~20mm时,可采用单边V形或V形坡口;当焊件厚度较厚时可采用K形或X形坡口。当坡口间隙过大时,可加设垫板,垫板在施焊后除去,也可留在焊件上。
当间隙过大(3~6mm)时,可在V形缝及单边V形缝、形缝下面设一块垫板(引弧板),防止熔化的金属流淌,并使根部焊透。为保证焊接质量,防止焊缝两端凹槽,减少应力集中对动荷载的影响,焊缝成型后,若不影响其使用,两端可留在焊件上,否则焊接完成后应切去。
计算
因为对接焊缝的截面和焊件的截面相同,焊缝中的应力分布情况与焊件基本相同。所以可按计算焊件的方法计算对接焊缝。对焊透的一、二级焊缝,因为其强度与焊件钢材的强度相同,所以不必另行计算。只有三级焊缝才需进行强度验算。
对接焊缝相关的文章

脑炎是指脑实质受病原体侵袭导致的炎症性病变。绝大数的病因是病毒,也可由细菌、霉菌、螺旋体、立克次氏体、寄生虫等感染引起。脑炎的发病多因机体抵抗力下降,病原菌趁机通过呼吸道,消化道,性传播和密切接触等各种形式,经过血循环,透过血-脑屏障进入到大脑,或是脑组织邻近部位感染直接侵犯脑组织,从而引起脑炎的发
小编整理:平冈佑太是一位日本男演员,出生于1984年9月1日,来自日本山口县。他在2002年参加JunonSuperBoyContest并获得冠军,从而开始进入娱乐界。以后来,他出演了多部电视剧,包括《借着雨点说爱你》和《东京friends》等。而在电影方面,
大马士革(阿拉伯语:دمشق;英语:Damascus),叙利亚首都、叙境内第二大城市,是世界有人居住的最古老城市之一。大马士革在历史上曾是阿拉伯帝国倭马亚王朝的首都,号称“人间的花园”、“地上的天堂”。
希腊语(希腊语:Ελληνικά;英文:Greek),希腊人的语言,属于印欧语系-希腊语族,广泛用于希腊、阿尔巴尼亚、塞浦路斯等国,与土耳其一带的某些地区。古代希腊语原有26个字母,荷马时期后逐渐演变并确定为24个,一直沿用到现代希腊语中。希腊语言元音发达,希腊人增添了元音字母。因为希腊人的书写工具
铝矾土(英文:aluminous soil;bauxite)又称矾土或铝土矿,主要成分为氧化铝的水合物(三水铝石、一水软铝石和/或一水硬铝石),还包含了铁的氧化物以及少量的盐(硅酸盐、钛酸盐、硫酸盐和碳酸盐)等。

楼兰,是西域古城遗迹。最早见于《史记》,曾经为丝绸之路必经之地,现只存遗迹,地处新疆巴音郭楞蒙古自治州若羌县北境,罗布泊的西北角、孔雀河道南岸的7公里处。楼兰国是西域古国名,是中国西部的一个古代小国,国都楼兰城(遗址在今中国新疆罗布泊西北岸)。公元前77年楼兰国更名鄯善国,并迁都泥城,向汉朝称臣,原都城楼兰城则由汉朝派兵屯田,西南通且末、精绝、拘弥、于阗,北通车师,西北通焉耆,东当白龙堆,通敦煌,扼丝绸之路的要冲。国人属印欧人种,语言为印欧语系的吐火罗语。由于孔雀河的改道,罗布泊水萎缩,生存环境日益恶劣,

尚可名片
这家伙太懒了,什么都没写!
作者

