
钨钢V-CUT刀片:又名PCB-钨钢CUT微刻刀、钨钢V-CUT微刻刀、也有把它叫钨钢V坑刀或钨钢V槽刀等名称的,不同地域使用者的叫法也不尽相同,主要用于在印制线路板(PCB板)上切削加工出V形槽的刀具,以利于客户在插好电子元器件后将其扳开;广泛应用于单层、双层、多层树脂、纤维印制线路板和铝基板的V槽切割。
精选百科
本文由作者推荐

钨钢V-CUT刀
钨钢V-CUT刀
别名
钨钢V槽刀
用于
印制线路板
生产工艺
A、钨钢V-CUT刀片毛坯材料生产工艺
配料(按适用要求精选碳化钨粉末+钴粉末)→充分混合→粉碎→干燥→过筛后加入成型剂→再干燥→过筛制得混合料→把混合制粒、压制→成型→(德国进口真空低压烧结炉)低压烧结→烧结后毛坯→检验(无损超声波探伤检测)→毛坯尺寸精度检验。
B、钨钢V-CUT刀片精加工成型工艺
精磨刀片平面→精磨刀片内圆→磨刀片外圆→倒斜过→开齿→磨排屑槽→倒角→精开刃→外观和尺寸精度检验→刀片试机→打标→100%显微镜检验刃口→合格品包装。
C、焊接钨钢V-CUT刀片生产工艺
焊接钨钢刀粒→精磨刀片平面→精磨刀片内圆→磨刀片外圆→倒斜过→开齿→磨排屑槽→倒角→精开刃→外观和尺寸精度检验→刀片试机→打标→100%显微镜检验刃口→合格品包装。
材质性能特征
钨钢V-CUT刀片是一款极具性价比的高品质V-CUT刀片,整体采用钨钢精制而成,三鑫钨钢是一种采用优质碳化钨+钴粉料经配方配比混合后通过压制烧结制成钨钢圆片,然后再经先进的钨钢精磨工艺制成的切削刀具。
钨钢按晶粒大小区分,钨钢可分为普通钨钢、细晶粒钨钢和亚细、超细晶粒钨钢。按主要化学成分区分,可分为碳化钨基钨钢和碳化钛基钨钢。碳化钨基钨钢包括钨钴类(YG)、钨钴钛类(YT)和添加稀有碳化类(YW)三类,它们各有优缺点,主要成分为碳化钨(WC)、碳化钛(Tic)、碳化铌(NbC)等常用的金属粘接相是Co。碳化钛基钨钢是以Tic为主要成分的钨钢,常用的金属粘接相Mo和Ni。
三鑫钨钢V-CUT刀片,锋利耐用 钨钢具有硬度高(86~93HRA,相当于69~81HRC)仅次于金刚石、热硬性好(可达900~1000℃,保持60HRC);抗弯强度高(MPa5100)、良好的抗冲击韧性和抗腐蚀性极高的化学惰性等一般合金刀片所没有的特性。

钨钢V-CUT刀
经精工精密磨制而成的钨钢V-CUT刀片具有光洁度高、刀刃锋利、高耐磨性,使用寿命长比合金工具钢高 20~150倍。可切削50HRC左右的硬质材料。钨钢V-CUT刀片一次装机使用寿命是普通材质钨钢V-CUT刀片的10至几十倍,可大幅减少频繁换刀磨刀的次数,提高生产效率的特点,无崩刃、卷刃现象。
钨钢V-CUT刀片优点:高硬度、高强度,高耐磨性,使用寿命长,显著提高生产效率。精密加工,光洁度高、刀刃锋利、加工V槽表面光洁度高,无毛边毛刺,大幅提高产品质量。
钨钢V-CUT刀片缺点:钨钢材料贵;因其硬度极高,所以,加工难度高;价格贵介于高速工具钢V-CUT刀片和聚晶金刚石V-CUT刀片之间。
采用钨钢V-CUT刀片加工的PCB(线路板)的加工面光洁度高,无毛边毛刺等现象,能显著提高被加工产品的品质。是PCB厂家切削印刷电路板最理想的裁切利器。
产品规格
钨钢V-CUT刀片 钨钢V-CUT刀片产品规格有如下10种:

自动钨钢V-CUT刀
序号外径×内径×厚度 齿数 角度1、 φ56.3×φ25×2.4, 48齿,角度20°,25°,30°,35°,40°,45°,50°,55°,60°
2、 φ51.3×φ25×2.4, 48齿,角度20°,25°,30°,35°,40°,45°,50°,55°,60°
3、 φ51.3×φ25×2.0, 48齿,角度20°,25°,30°,35°,40°,45°,50°,55°,60°
4、 φ39.5×φ17×2.4, 48齿,角度20°,25°,30°,35°,40°,45°,50°,55°,60°
5、 φ32×φ17.5×2.4, 48齿,角度20°,25°,30°,35°,40°,45°,50°,55°,60°
6、 φ28×φ15×2.0, 48齿,角度20°,25°,30°,35°,40°,45°,50○,55°,60°
7、 φ100×φ25.4×2.0 80齿,角度20°,25°,30°,35°,40°,45°,50○,55°,60°
8、 φ100×φ40×2.0 100齿,角度20°,25°,30°,35°,40°,45°,50○,55°,60°
9、 φ120×φ25.4×2.0 100齿,角度20°,25°,30°,35°,40°,45°,50○,55°,60°
10、φ120×φ40×2.0 100齿,角度20°,25°,30°,35°,40°,45°,50○,55°,60°
三鑫钨钢V-CUT刀片

钨钢V-CUT刀
用途及使用注间事项钨钢V-CUT刀片是PCB板加工最常用的刀具,钨钢V-CUT刀片的质量与V-CUT机的质量及操作是否得当有着密切关系。正确合理地选用钨钢V-CUT刀片对于提高产品质量、缩短加工周期、减少加工成本具有重要的意义。三鑫钨钢推荐尽量选用钨钢V-CUT刀片来加工PCB板的V槽。
用途
钨钢V-CUT刀片是PCB厂家用于印刷电路板分板的专用切削刀片,专门用来切削加工PCB板的V槽的,广泛应用于单层、双层、多层树脂、纤维印制线路板和铝基板的V槽切割。
钨钢V-CUT刀片:加工精密、齿数多、光洁度、不变型、断齿机会很少,适用于V-CUT铝基板、双面板;用于1万转以上的机器使用。缺点:价格,因整体采用钨钢制造比合金V-CUT刀较贵;优点:耐磨,使用寿命长,加工出来的V槽光洁度高,无毛刺,大幅提高产品质量与生产效率。
使用注意事项
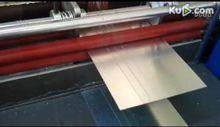
PVB板使用V-CUT机加工V槽时截图 1、首先检查刀体应完整良好,无裂缝、无崩刃、无断齿现象。
钨钢V-CUT刀
2、钨钢V-CUT刀片的规格尺寸(内径、外径、角度、齿数、厚度)应符合使用要求。3、刀片安装到位,紧固牢固,无松动;为消除整体钨钢钨钢V-CUT刀片振动避免侧向受压,一般法兰盘不小于刀体外径的1/3。径向跳动量≤0.02mm,轴向跳动量≤0.01mm。
4、钨钢V-CUT刀片在搬运、安装、调试过程中不得有碰撞现象发生。以免损伤刀刃或刀体。
5、影响钨钢V-CUT刀片质量的因素:钨钢V-CUT刀片的种类、基体的材质、直径、齿数、厚度、齿形、角度、孔径等多个参数,这些参数决定着钨钢V-CUT刀片的加工能力和切削性能。
三鑫客户使用V-CUT刀V槽实况截图 6、选择钨钢V-CUT刀片时要根据切割材料的种类、厚度、锯切的速度、锯切的方向、送料速度、V槽形状宽度需要正确选用钨钢V-CUT刀片,已求得到最佳切割效果。

钨钢V-CUT刀
使用注意事项
1、稳固V-CUT机,V-CUT机一定安装到位,固定牢靠无晃动摇摆现象。
2、钨钢V-CUT刀片安装到位,紧固牢固,高度间隙调整合理到位。
3、按V-CUT作业手册要求调整垂直刀距和水平间距至合格止。
4、按V-CUT作业手册要求调整挡板间距至合格止。
5、按V-CUT作业手册要求调整切割深度和余厚深度至合格止。
PCB板使用V-C加工V槽时的实况截图 6、自动V-CUT机生产时一般采用转速:a、一般采用转速3000rpm,b、建议转速采用5000-7500rpm。C、0.4mm厚PCB板建议转速采用5000rpm最好,Cpk=3.71。d、0.7mm厚PCB板建议转速采用7500rpm最好,Cpk=3.71。因V-CUT机的性能不尽一致,不同V-CUT机的工作转速自然各有差异,各PCB厂家最好根据自家采购的V-CUT机及自家产品特点作针对性的测试,以求得到最合理的V-CUT机工作转速。

钨钢V-CUT刀
7、注意送板速度:送板速度建议调整在300~500mm/秒范围内。8、严格按《V-CUT机的维护保养规程》进行日、月、年的维护保养工作,具体保养检查项目:电气组件功能检查、驱动部分检查、防护装置的检查、机械装置检查。
钨钢V-CUT刀基本要求
切削过程中,刀具的切削部分要承受很大的压力、摩擦、冲击和很高的温度,钨钢V-UT刀切削部分的材料应具备以下性能才算具备了钨钢刀片的基本要求:
1、高的硬度:一般刀具材料的硬度应在60HRC以上。
2、足够的强度和韧性,又称坚韧性,以承受切削中的冲击力和振动,减少刀具脆性断裂和崩刃。
3、耐磨性好,即抵抗磨损的能力,使刀具使用耐久。
4、高的耐热性,是指刀具在高温下仍能保持硬度、强度、韧性和耐磨性等。
5、工艺性能要好,为了便于刀具本身的制造,钨钢V-CUT刀材料还应具有一定的工艺性能,如:切削性能、磨削性能、焊接性能及热处理性能等。
应用发展趋势
V-CUT刀片从十九世纪四代的开发应用至今,经历了从普通钢质V-CUT刀片→高速工具钢V-CUT刀片→合金钨钢V-CUT刀片→钨钢V-CUT刀片→聚晶金钢石钨钢V-CUT刀片→钨钢V-CUT刀片的这么一个发展应用过程,基于钨钢V-CUT刀片有着极高的性价比(刀刃锋利,耐磨耐用,价格适中,产品标准化生产),随着众多追求高品质印制线路板厂家多年的试用比较,钨钢V-CUT刀片已被广大印制线路板厂家所接受采用,业已成为印制线路板V槽加工通用的普选刀具。
原装三鑫钨钢V-CUT刀

钨钢V-CUT刀
钨钢V-CUT刀相关的文章

鲁霍拉·穆萨维·霍梅尼(1902年9月22日-1989年6月3日),男,伊朗什叶派宗教学者(大阿亚图拉),伊斯兰革命的政治和精神领袖。
小编整理:香港岛,香港特别行政区下辖行政区。香港岛(英文:HongKongIsland),简称为港岛,是中国香港最繁华的地方。香港岛简称为港岛香港岛(英文:HongKongIsland),简称为港岛,是香港最繁荣的地方。基本信息中文名香港岛外文名HongKon
艾布·努瓦斯(拉丁文Abu Nuwas,约757~814) 阿拉伯阿拔斯王朝著名诗人。原名哈桑·伊本·哈尼。生于波斯阿瓦士,在巴士拉长大。幼时曾随香料商学艺,但志在诗文。后在巴士拉和库法求学,先后师从诗人瓦利卜·伊本·胡巴卜和海莱夫·艾赫迈尔。他研读过《古兰经》、圣训,通晓阿拉伯文法、修辞、诗律。初到巴格达阿拔斯王朝王宫时,与某些大臣多有牵连,在政局发生突变时潜往埃及避难。30岁时辗转返回巴格达,撰写颂诗多篇,博得哈伦·拉希德和阿敏两位哈里发的赏识,成为宫廷诗人。
拉丁语(Lingua Latīna)属于印欧语系意大利语族,起源拉丁姆地区(意大利的拉齐奥区)为罗马帝国使用。虽然拉丁语通常被认为是一种死语言,但有少数基督宗教神职人员及学者可流利使用拉丁语。罗马天主教传统上用拉丁语作为正式会议的语言和礼拜仪式用的语言。此外,许多西方国家的大学提供有关拉丁语的课程。在英语和其他西方语言创造新词的过程中,拉丁语一直得以使用。拉丁语是意大利语族(Italic Languages)中仅存的一支。通过对早期意大利遗留文献的研究,可以证实其他意大利语族分支的存在,之后这些分支在罗马
张晏(元大德 —— 延佑年间),字彦清,邢台沙河人。张文谦之子,少有文学名,举进士,类官官御史中丞,赠陕西行省平章政事,封魏国公,谥号文靖。去世后葬于邢台市西的董村,有奎章阁学士、翰林待制虞集撰写的张氏新茔记,今墓地已毁。

尚可名片
这家伙太懒了,什么都没写!
作者

