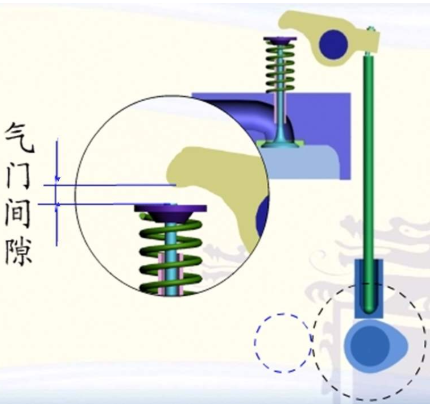
气门间隙。发动机工作时,气门将因温度的升高而膨胀。如果气门及其传动件之间在冷态下无间隙或间隙过小,则在热态下,气门及其传动件的受热膨胀势必引起气门关闭不严,造成发动机在压缩行程和做功行程中漏气,从而使功率下降,严重时甚至不易启动。为了消除这种现象,通常在发动机冷态装配时,在气门及其传动机构中留有一定的间隙,以补偿气门受热后的膨胀量。这一间隙称为气门间隙。
气门间隙
气门间隙
技术术语
气门间隙
发动机在冷态下,当气门处于关闭状态时,气门与传动件之间的间隙称为气门间隙。[1]首先大家要知道气门摇臂与气门的间隙(即气门脚间隙

气门间隙
)之所以存在,是因为进排气门均安装在燃烧室的顶端,也是温度最高之处,为了留有膨胀的空间,因而必须存有空隙,至于间隙的大小,因厂家设计不同而不一致,通常在0.2~0.25mm之间。发动机气门摇臂与此气门之间经过长久的动作及磨耗,间隙会愈变愈大,所以才有气门脚间隙的调整。然而并非所有汽车均需调整气门脚间隙,有些车辆气门间隙属于油压自动调整,就不需要调整气门间隙了。[2](1)拆下气门室盖。拆下气门室盖的固定螺丝,小心取下气门室盖,注意不要损坏气门室盖衬垫。用抹布擦净气门及摇臂轴上的油污,以方便气门调整作业。
(2)找到一缸压缩上止点。用摇手柄转动曲轴或撬动飞轮,使一缸处于压缩上止点位置。
从发动机前面看,曲轴皮带轮的正时凹坑与正时记号对准。在部分大型车上飞轮壳的检视孔1-6缸刻线与飞轮壳正时记号对齐。例如:东风EQ6100-1型发动机,飞轮1-6缸刻线应与飞轮壳的钢球对齐。
此时从气门处看:一缸的气门应都处开关闭的状态。如果一缸的气门不全是关闭状态,说明一缸活塞在下止点位置,您应再转动曲轴360度,使一缸处于压缩上止点位置。
(3)确定各缸处于压缩上止点的方法。根据发动机构造原理我们知道,各缸处于压缩上止点时,该缸的气门均处于关闭状态。因此,您可以打开分电器盖并确定各缸高压分线的位置,摇转曲轴,当分火头指向该缸高压分线位置时,触点张开的瞬间位置,则该缸处于压缩行程的上止点位置。这们您便可以比较准确的确定各缸压缩上止点的位置,方便地调整气门。
(4)测量气门间隙。气门间隙有冷车值和热车值之分,您在测量时应在符合该车的规定的状态下进行。
选出符合规格的塞规插入气门杆与气门摇臂(或凸轮)之间。稍微拉动塞规,如有轻微的阻力,表示间隙正确。
为了确定间隙是否正常,您可以找出比规格大一号的塞规(例如规定值为0.25mm时,用0.30mm)插入气门间隙,此时,塞规应无法插入,再用小一号的塞规,应可以顺利插入气门间隙中,如果符合上述要求,气门间隙没有问题。
如果上述中任何一项不符合要求,表示气门间隙不正常,必须调整间隙。
(5)调整气门间隙
1)气门间隙的调整。首先松开气门调整螺钉的固定螺帽,把规定厚度的塞规插入气门间隙处,一手抽拉塞规同手转动调整螺钉,直到塞规稍微受到阻力为止。
调整妥当之后,塞规插到气门间隙中央,调整螺钉保持不动,拧紧固定螺帽锁紧调整螺钉。锁好螺钉后,再用塞规重新测量气门间隙,因为您可能在锁紧时无意转动了调整螺钉,使气门间隙改变。如果气门间隙改变,应重新调整到正确为止。
2)两次调整法。根据配气机构构造原理,我们知道,进、排气门排列有一定的规律。按点火顺序和进、排气门排列顺序,可以检查调整4(四缸机)或6只气门(六缸机)的间隙;然后转动曲轴一周,使四或六缸位于压缩上止点位置,再调整其余4或5、6只气门。
3)逐缸调整法。由于发动机气门排列顺序不尽相同,因此,记忆进、排气门的顺序困难。也可按发动机的点火顺序或喷油顺序逐缸调整气门间隙。为了能准确调整气门间隙,您可用前面介绍的方法利用分电器分火头的指向,逐缸调整该缸的进排气门间隙。
(6)装复检查
1)逐缸复检。全部调整好了以后,再用塞规逐缸检查一扁如果有不合格的间隙,一定要调整到正确为止。待全部气门间隙都正确后,再检查一下所有的固定螺丝是否锁紧。
2)对称拧紧气门室盖固定螺栓。气门间隙调整完毕后,用抹布擦净衬垫、气门室盖和缸盖的结合面,并在这些结合面上涂抹专用的密封胶。然后小心地将衬垫放置于缸盖上,并对准螺栓孔。
将气门室盖放到缸盖上,拧上所有固定螺丝(不要一次拧紧),然后对称地、分两次拧紧固定螺丝(一次拧紧容易损坏衬垫,造成漏油)。装复其他配件,起动发动机进行检验,查看是否有气门响声或运转不平稳的现象。如果有气门响声或运转不平稳现象,说明气门间隙需要再调整。初次调整气门,容易出现上述现象,因此您必须认真操作,避免返工。
方法(一)
1、在气门工作面上用软铅笔沿径向每隔4mm划一条线,将相配的气门与座接触,并转动气门1/8~1/4转后取出,如铅笔线痕迹已全部中断,且接触在居中偏下,则表示密封良好;如果有的线未断,或接触位置不对,则说明密封不严或密封不合要求,需重新研磨或修复。[2]
2、将气门在相配的座上轻拍数下后,察看气门及座的工作面,应有明亮完整的光环,且气门上的光环位置应在工作锥面的居中偏下,则认为已达到密封要求。
3、用带有气压表的气门密封性试验器进行检查,气门组零件处于装备状态,将试器的空气筒紧紧压在气门头部位置,使容筒端面与汽缸盖(或汽缸体)结合面保持良好密封,然后捏橡皮球,向空气容筒内充气,使具有0.6~0.7MPa的气压。如果在半分钟内气压表的读数不下降,则表示气门与座的结合密封是良好的。
检查和调整气门间隙的原则,应在气门处于完全关闭、且气门挺柱落在最低位置时进行,顶置式气门应测量气门杆端面与摇臂之间的间隙,侧置式气门则测量气门杆端面与挺柱之间的间隙,其检查调整方法有两种。
1、逐缸调整法。首先找到已缸压缩终点,调整该缸进排气门间隙,然后摇转曲轴,按点火顺序逐缸进行。
2、两次调整法。以六缸发动机按1、5、3、6、2、4点火顺序工作为例说明如下:
①先将一缸活塞置于压缩终点,则该缸的进排气门必然可调整。
②按“二进三排”的原则。即此时二缸的进气门和三缸的排气门必然处于完全关闭状态,它们也是可以进行检查、调整的。
③连杆轴径在同一平面上两个气缸,一次只能调整一对气门,所以此时五缸的排气门和四缸的进气门也必然可以检查调整
④当六缸活塞位于压缩终点,则其余未检查和调整的气门,必然处于完全关闭状态。
由此,摇转曲轴两次,即可将发动机的所有气门都进行检查调整。
方法(二)
(1)划线法。在研磨过的气门工作面上,每隔8mm左右用软铅笔画一条线,然后将相配的气门放在气门座上旋转1/4圈,如所划的线条均被切断,则表示密封性良好,如有的线条未被切断,说明密封不良,需重新研磨。
(2)加压法,从进、排气管口各注入50ml煤油,然后施加20~30kPa的气压,看是否有煤油经气门渗出,若渗油应拆下再次研磨
。
(3)涂色法,在气门工作面上涂上一层贡蓝薄膜,在气门自然压下气门座时,相对气门座旋转气门,此时,若气门密封面360。都出现贡蓝,则气门是同心的,反之则应更换气门。
气门间隙过大,就会使气门迟开早闭。以致开启的时间太短,在进气过程中无法充分吸入可燃混合气。使发动机正常功率发挥不出来。在排气过程中,也不能充分排出废气,易使发动机过热。另外,发动机在工作时还会产生气门敲击声,影响机件的使用寿命。
气门间隙过小,使气门提前开启和延迟关闭,使该气缸无法正常工作。随着发动机温度的升高,气门与气门座将会发生密封不严而漏气。同时还可能使气门积炭,甚至烧坏气门等。
调整的一般方法是:

气门间隙
①预热发动机使冷却液水温达到80℃-90℃。②打开离合器壳体上正时标志检查孔和缸盖罩。
③确认缸盖螺栓处于拧紧到规定扭矩状态。
④转动曲轴,使飞轮上“0”刻线与离合器壳上标记线对齐,确认第一缸进排气门摇臂的弧面与凸轮轴凸轮基圆接触,即一缸活塞处于压缩上死点(如果摇臂与凸轮接触,则应旋转曲轴360°)此时气门处于关闭位置。
⑤松开调整螺钉1的锁紧螺母2,用螺丝刀转动调整螺钉使螺钉下端面与气门杆3上端面之间A为规定的间隙值(用厚薄规的厚度确定)。保持螺丝刀不动,拧紧锁紧螺母至规定扭矩,然后可用厚薄规插入间隙A进行复查,如此可以调完第一缸进、排气门间隙。
⑥然后顺时针转曲轴(从发动机前端看),对于4缸机每转动180°,即可按点火顺序1-3-4-2的次序调整下一发火缸的气门间隙。对于3缸机则每转240°,即可按点火顺序1-2-3次序调整(曲轴旋转的角度可用飞轮齿圈的齿数进行换算)。
气门间隙,是为保证四冲程摩托车配气机构的正常工作而设置的,由于配气机构工作时处于高速状态,温度较高,因此如气门挺杆、气门杆等零件受热后伸长,便全自动顶开气门,使气门与气门座关闭不严,造成漏气现象。[3]
为避免这种现象发生,设计配气机构时,在进排气门杆尾端与挺杆(或摇臂)上调整螺钉之间留有一定的间隙,这一间隙,就是气门间隙。
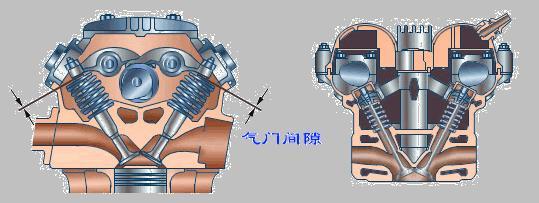
一、配气机构的几种气门形式四冲程发动机配气机构的气门形式,根据气门位置的不同,有侧置气门(SV)、顶置气门(OHV)和顶置凸轮轴式气门(OHC)三种。从结构上来讲,侧置气门最为简单。但由于采用这种气门形式后,发动机的抗爆性能和高速性能差,只能用天低压缩比和转速不高的发动机,困皮国外已不再采用。国内现采用这种气门形式尚有长江750和山东750等两种车型。从性能上来讲,顶置凸轮轴式气门最为理想,它能适当前高转速、高压缩比重大功率车型的要求,同时具有良好的经济性,因此得到了广泛的应用。我国近年来生产的金城CJ70、JC70,嘉陵JH70,双狮90,通讯从日本进口的CG125等车型,均采用了这种气门形式。顶置气门结构较为复杂,目前仅在美国、原西德(BMW厂生产的R系列摩托车)的意大利等国家由于生产习惯尚继续采用。我国采用这种气门形式的车型有东海750和长洚750E。
二、气门间隙的调整车辆在使用时,由于配气机构的零件磨损或调整螺钉松动,气门间隙就会发生变化,因此必须定期进行检查和调整。
1.顶置凸轮轴式气门间隙的调整方法。
a:拆下进排气门室盖和磁电机外罩;
b:转动磁电机转子,使其外圆面上的“T”刻线与机壳上的刻线对准,皮时活塞应处在压缩行程的上止点;
c:将厚度为规定气门间隙值的塞尺小心地插入气门间隙内来回拉动,若感到略有阻力时,说明间隙合适.
d:若间隙不合适,则行旋桦调整螺母,一边用小扳手转动调整螺钉,一边拉动塞尺检查间隙,待间隙合适后,再拧紧后间隙发生变化,应再用塞尺复测一次。
2.侧置气门间隙的调整方法拆下气门室盖,卸下火花塞;用手指堵住火花塞孔,踏动启动踏杆,当手指感到有气流冲击时,说明活塞已处在压缩行程;这时可将螺丝刀头部伸入火花塞孔内,再缓缓踏动启动踏杆,当螺丝刀上升到最高点时,活塞即处于上止点;检查调整气门间隙。方法同顶置凸轮轴工气门间隙的检查及调整方法.
3.需说明的几个问题对侧置气门来讲,气门间隙是指进排气门杆尾端与挺杆上调整螺钉间的间隙;对顶置气门和顶置凸轮轴式气门来讲,气门杆恬端与摇臂上调整螺钉间的间隙。气门间隙分冷间隙和热间隙两种,热间隙比冷间隙略小,在发动机冷态下测量的间隙即为冷间隙。通常,进气门冷间隙在0.08~0.10毫米之间,排气门冷商隙在0.10~而活塞位于压缩行程的上止点时,恰好进排气门完全关闭,所以调整气门间隙时,必须使客厅塞处于上止点。气门间隙的调整应在发动机冷态时进行,严禁在发动机动转时即进行调整。对双缸发动机,应逐缸进行检查及调整。
气门间隙调整不当主要是指气门间隙过大或是过小,不管是哪种情况都会影响到发动机功率、油耗、磨损,而且还会有噪声。下面我们具体看一下气门过大或是过小对气门都有些什么影响吧!
气门间隙过大1、气门开度减小,进、排气阻力增大,进气量减小,动力性降低,排气不畅
2、增大气门传动组对气门组的冲击力,出现较大异响声。
3、会产生“反跳”现象,即气门落座后再次跳起。
4、会产生“飞跳”,即气门的上升、下降规律和气门开启、关闭不符合原厂设计要求,使配气相位变化,影响到动力性、经济性。
气门间隙过小会使气门工作关闭不严,造成漏气,易使气门与气门座的工作面烧蚀,同时也影响发动机的动力性和经济性。[4]
1.如何调汽车发动机气门间隙 · 凤凰网(引用日期:2020-05-16)
2.气门间隙调整垫片的作用 · 太平洋汽车网(引用日期:2020-05-16)
3.摩托车汽门间隙怎么调 · 太平洋汽车网(引用日期:2020-05-16)
4.发动机气门各种异响的原因及解决 · 凤凰网(引用日期:2020-05-16)

陈欣健(外文名:Philip Chan),1945年1月25日出生,是中国香港人。中国香港演员、编剧、导演、制片人、主持人。香港电影导演协会永远名誉会长、金像奖副主席、香港影艺人协会名誉理事。在中学时期组建了香港第一支华人校园流行乐队。
小编整理:平冈佑太是一位日本男演员,出生于1984年9月1日,来自日本山口县。他在2002年参加JunonSuperBoyContest并获得冠军,从而开始进入娱乐界。以后来,他出演了多部电视剧,包括《借着雨点说爱你》和《东京friends》等。而在电影方面,
高僧高僧:宋代文物陶模高僧宋代(960年—1279年)开封基本信息出土地点东京所属年代宋代基本信息【藏品名称】:高僧【藏品现状】:开封大学大观博物馆收藏藏品介绍高僧宋代(960年—1279年)开封HierarchSongDynasty(960–1279A.D.

通心粉亦称通心面,在国外已是极普通的面制品之一,我国上海、广州、天津等地也有少量生产。通心粉的种类很多,一般都是选用淀粉质丰富的粮食经粉碎、胶化、加味、挤压、烘干而制成各种各样口感良好、风味独特的面类食品。通心粉汁可以留在空心的通心粉里,吃起来比较不容易干。通心粉是意大利的名点.⒍烧热镬,放下牛油,筛下面粉,加入葡汁料,煮滚,加入牛柳及配料,兜匀倾在意粉上。意粉一人份、橄榄油、色拉油、香菇牛肉酱、西红柿酱、罐罐香鲜笋下酒菜(内含红油)、盐、牛肉方便面蔬菜包2包、牛肉面酱包一个、西兰花1两。

尚可名片
这家伙太懒了,什么都没写!