
电源极性主要是指选用直流反极性。焊接过程稳定,飞溅小。而正极性焊接时,熔化速度快,熔深小、余高大,飞溅也较多。通常MIG焊应采用直流电源。因为交流电源将破坏电弧稳定性,在电流过零时,电弧难以再引燃。
精选百科
本文由作者推荐
电源极性相关的文章

小编整理:"烟雾"(也称为"雾霾")是一种视觉艺术形式,它通过使用各种化学物质燃烧产生的烟雾,创造出一种独特的视觉效果。这种艺术形式具有很强的表现力和创新性。创作者可以通过控制烟雾的颜色、形态和运动轨迹,表达出不同的情感和主题。此外,"烟雾"还可以与其他艺术形
穆罕默德·穆尔西(Mohamed Morsi,1951年8月20日-2019年6月17日),全名穆罕默德·穆尔西·伊萨·阿耶特,政治家,埃及第5任总统,首位民选总统,毕业于美国南加利福尼亚大学工程学博士学位。
贝鲁特(阿拉伯语:Bayrūt;Peyrut;希腊语:Bērytós;;;阿拉姆语:Birot בירות;英语:Beirut;法语:Beyrouth;土耳其语:Beyrut)是黎巴嫩的首都,位于贝鲁特省的地中海沿岸,是该国最大的海港。贝鲁特被称为东方小巴黎,也被誉为中东巴黎。贝鲁特的人口在2007
布拉格是捷克共和国的首都和最大的城市,位于该国的中波希米亚州、伏尔塔瓦河流域。该市地处欧洲大陆的中心,在交通上一向拥有重要地位,与周边国家的联系也相当密切。布拉格的面积为496平方公里,截至2022年1月,人口约为127.5万。布拉格是一座欧洲历史名城,城堡始建于公元9世纪。1345—1378年,在
塔里木河流域周围是天山南坡—昆仑山—阿尔金山等高原山区,中间是塔里木盆地。周边有大小河流一百四十多条,都发源于盆地周边高原山区的一百四十多条大小河流呈向心分布汇入盆地,大多数小河流出山区后消耗散失于绿洲和广阔的沙漠地区。
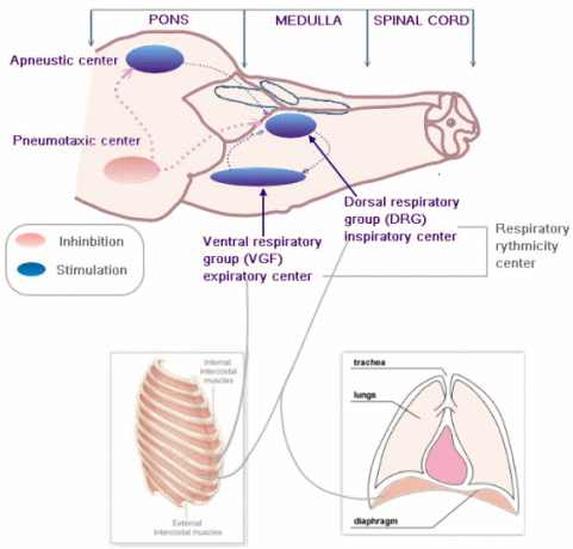
呼吸中枢参与呼吸节律产生调节的细胞群呼吸中枢(respiratory center)是指中枢神经系统内产生呼吸节律和调节呼吸运动的神经细胞群。在对呼吸中枢定位研究的诸多实验中,具有重要价值的是1923年由英国的生理学家拉姆斯登(Lumsden)对猫的脑干进行的分段横切实验。呼吸中枢分布在大脑皮层、间脑、脑桥、延髓和脊髓等各级部位,参与呼吸节律的产生和调节,共同实现机体的正常呼吸运动。延髓呼吸中枢具

尚可名片
这家伙太懒了,什么都没写!
作者

