蜂窝芯材( honeycomb core)一种低密度蜂窝状材料,用作夹层结构的芯材。可以使用500多种不同的材料制造,主要的蜂窝芯材材料有铝合金、用树脂浸渍的玻璃纤维织物、芳族纤维纸、牛皮纸、石墨纤维和凯夫拉纤维等,树脂含量约50%。蜂窝孔有多种不同形状,如六边形、矩形、增强形等。其性能取决于材料、孔格形状和尺寸等,各向异性,正六边形蜂窝芯材沿L方向的剪切强度约为W方向的两倍。主要用作飞机雷达罩、天线罩、飞机地板、方向舵等。
精选百科
本文由作者推荐
蜂窝芯材
用作飞机雷达罩、天线罩的材料
外文名
honeycomb core
分类
金属蜂窝芯材和非金属蜂窝芯材
材料
铝合金、芳族纤维纸、石墨纤维等
应用
用作飞机雷达罩、天线罩等
简称
蜂窝芯
简介
蜂窝芯材(honeycomb core),简称蜂窝芯。夹于蜂窝夹层结构两块面板中间的蜂窝状芯材。在夹层结构中主要承受剪切应力,使夹层结构具有高抗弯刚度。有两种分类方法:按制作蜂窝材料分芳纶纸蜂窝(Nomex蜂窝)、玻璃布蜂窝、铝蜂窝、石墨蜂窝、普通纸蜂窝、牛皮纸蜂窝、不锈钢蜂窝、塑料蜂窝、棉布蜂窝等,常用的有Nomex、玻璃布、铝蜂窝三种;按蜂窝孔格外形分六边形、长方形、正方形、铃形、正弦曲线形、菱形.双铃形、管状蜂窝等,最长用的为六边形蜂窝。蜂窝芯为轻质材料,密度因材料类型、厚薄、孔格大小、浸渍树脂含量不同而异,如Nomex蜂窝密度为24~144kg/m,玻璃布蜂窝为32~192kg/m,铝蜂窝为16~192kg/m。同种材料蜂窝力学性能随密度增加而提高;同一密度范围内,孔格愈小、孔壁愈厚,力学性能愈高。相同密度下的Nomex、玻璃布和铝蜂窝的压缩强度基本相当,但玻璃布和铝蜂窝的剪切强度高于Nomex蜂窝。同密度的蜂窝中,以石墨蜂窝的强度、模量为最高。蜂窝芯属各向异性材料,L向(垂直于孔格展开方向W向)的剪切强度和弯曲强度比W向大得多。铝蜂窝力学性能、耐久性好,能导热,制作工艺简单,但耐疲劳、抗冲击性能差。与复合材料面板接触产生电化学腐蚀;玻璃布蜂窝强度、刚度好,介电性、耐腐蚀性优良,但脆性大、韧性差,加工精度较低;Nomex蜂窝容重轻、比强度比刚度大、抗冲击、抗疲劳、耐腐蚀性能优良,能耐高温(在160℃下长期工作),加工精度高,但制作工艺复杂,剪切模量较低,成本较高;纸蜂窝制造简便、价格低廉,但力学性能和耐水性较差。各类蜂窝按性能和价位不同广泛应用于不同领域,如航空、造船、建筑、电信、汽车、列车、体育器材等。
蜂窝芯材分类
蜂窝芯材有金属蜂窝芯材和非金属蜂窝芯材两大类。金属蜂窝芯材主要是铝合金蜂窝芯材。非金属蜂窝芯材有玻璃布蜂窝芯材、纸蜂窝芯材和Nomex蜂窝芯材等。纸蜂窝芯材由于其性能较低,在飞机结构中基本不用。
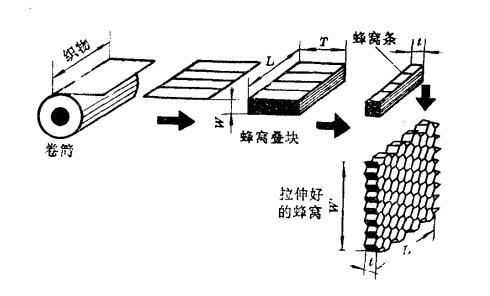
蜂窝芯材的孔格形状以六角形为主,也有经过过拉伸处理的蜂窝芯材,其孔格形状则呈长方形,见图(b)。在实际应用中,大部分是六角形蜂窝芯材,过拉伸蜂窝芯材主要应用于具有单曲面的夹层结构制件中。
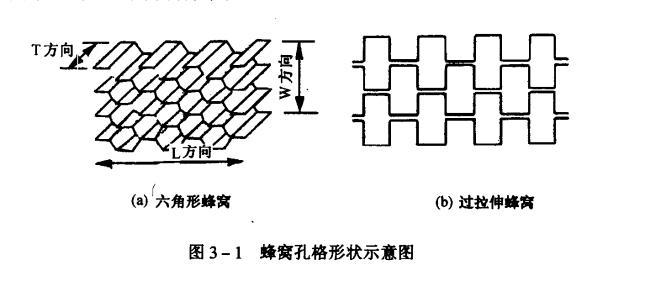
蜂窝孔格形状示意图
蜂窝芯材的制造
蜂窝芯材的制造(以玻璃布蜂窝为例)
一、玻璃布的选择
由于玻璃布厚度大,用其制得的蜂窝芯材孔格壁卑、强度高,但容重也增大(见下表图)。
一般选用未脱蜡的无碱平纹布,有利于其经纬纱相对位置的稳定,并且可以避免在涂芯条皎时胶液渗到玻璃布背面而影响孔格的规整。
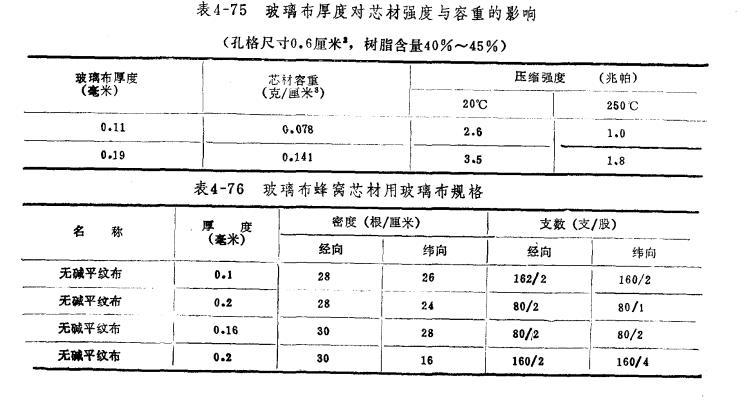
常用玻璃布规格
二,胶粘剂制备蜂窝芯材用胶有芯条胶和浸渍胶两种。如图所示, “A”为芯条胶粘结处。浸渍胶为芯材固化成型用胶。
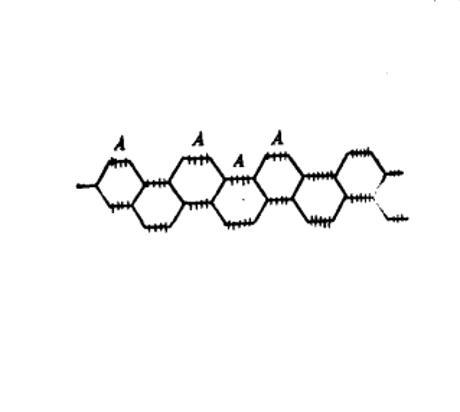
蜂窝格粘结示意图
芯条胶应有足够韧性和一定耐热性,使蜂窝芯能有足够的节点强度,以免在夹层固化成型时,由于内部增压而导致节点开裂。一般要求节点强度不低于0.1MPa。芯条胶还应有相当的剪切强度,以防在压力作用下固化时产生失稳现象,此外还要求有良好的耐工艺介质性能(在工艺过程中可能接触的溶剂、化学试剂)。作为蜂窝芯,一般可以选用环氧树脂胶液(室温或热压固化)、聚乙烯醇缩醛(热压)或聚醋酸乙烯酯。聚醋酸乙烯酯无毒、价廉、可在室温下固化,加热时也能加速固化,但因本身易溶于苯乙烯,故不能用于聚酯树脂胶爪浸渍的蜂窝芯。对Noraex蜂窝芯通常用环氧胶。
用纸、布、玻璃布、Nomex纸制成的蜂窝叠块,按要求的芯层高度加工成一定宽度的蜂窝条材并拉伸成孔格形状盾,必须浸渍树脂胶液,达到增强、固定的作用。这种树脂胶液,一般用溶剂稀释成便于浸浈施工的浓度,并通过控制浸渍次数及每次浸渍的时间来调节蜂万芯的容重及其最终性能。根据使用性能要求,可选择酚醛、耐热环氧、聚酯树脂胶液。
三、蜂窝芯材的制造设备
目前生产蜂窝芯材广泛使用胶接拉伸法,其工艺流程如下图。
胶接拉伸法工艺示意图
涂芯条胶可用手工法或印胶式自动涂胶机和双槽辊式蜂窝芯制造机。印胶式自动涂胶机的结构如图所示。工作原理是:玻璃市从放布简l引出后,经过张紧辊2,到印胶辊3,在布的一面涂胶,兰导向辊后到第二道涂胶辊,并在布的另一面涂胶,然后经过加热器7,在水平导向辊6处与未涂胶玻璃布迭合,一起卷绕到收布卷筒8上,当收卷到要求数量时取下,经热压固化后,切成蜂窝条备用。
印胶辊的构造见图。胶液通过带胶辊和递胶辊传到印胶辊的凸环上而留在玻璃布上。若胶条宽度为a,则相邻两胶条的间距为4a,两道印胶辊的凸环错位2a。图中,凸环的设计宽度一般略小于孔格边长。
玻璃布的运动方向与印胶辊转向一致者称为印胶法,苦相反则称为擦胶法,后者胶八对玻璃布的压力小,不易透胶。
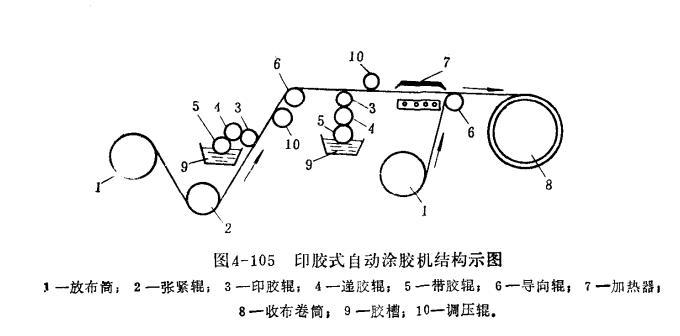
印胶式自动涂胶机结构示图
印胶式自动涂胶机结构简单,生产效率高,质量易于控制,常用于大规模生产。双槽辊式蜂窝芯制造机的工作原理见图。带胶的印辊转动后,依靠压辊的压紧,使连续带胶的印胶辊在玻璃布下面印上胶条。上下两个印胶辊的轴线平行,并在水平位置上错位2a,如前所述。
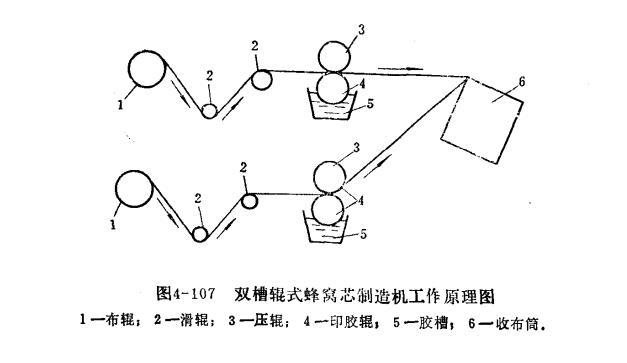
双槽辊式蜂窜芯制造机工作原理
四、工艺质量控制涂胶过程中要注意控制胶条的宽度、厚度和胶条间的平行度。如果玻璃布运行不稳,涂胶辊对玻璃布的接触压力不足或过大,以及胶液粘度过高或过低,都会造成胶条的漏涂或透胶而影响蜂窝质量。
玻璃布的收卷必须松紧一致,平面无皱,以保持胶条平行,减少错位误差,从而保证蜂窝格孔的规整性。
固化时,压力过大会产生透胶,温度过高或压力偏低会影响胶接质量,这都会在拉伸蜂窝条时出现拉不开或粘接不牢的问题而影响蜂窝质量。
蜂窝芯材的浸渍与拼接
压制好的蜂窝芯材在用于夹层结构前,用切纸机按所需芯材的高度切成一定宽度的条材,然后将其拉伸呈蜂窝孔格形状,置于浸胶槽内,用合适浓度的浸渍胶浸渍1~2分钟。蜂窝壁材料须浸透,可以采用多次浸渍以控制一定的容重和强度。
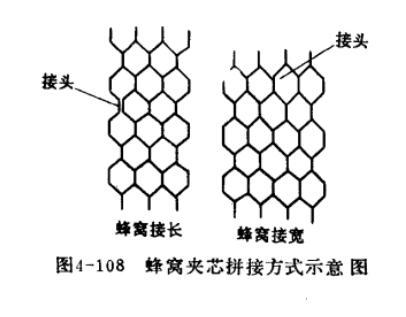
蜂窝夹芯拼接方式示意图
浸渍后,根据需要在平板或成型模上加热固化定形后,即可用于夹层结构的干法成型。对于聚酯树脂体系浸渍的芯材,在浸渍固化后即可直接用于夹层结构(湿法成型)。制造大面积或异形产品时,为满足外廓尺寸的要求,有时需进行拼接。可取少量胶液涂在拼接处,用夹子(加热或无需加热)固定以施加压力,胶液固化后即可(见右图)。
影响蜂窝芯材性能的因素
玻璃布蜂窝芯材的树脂含量越大,则容重越大,压缩强度也会提高。
蜂窝孔格尺寸越大,强度越低,容重越小。
蜂窝高度增加时,芯材容重降低,压缩强度降低,但弯曲刚度增加。应根据制件的要求选定蜂窝的高度,一般采用的高度为15~20毫米。下料时,考虑到成型时的加压及其他因素的影响,常选取比设计高度高出1~1.5毫米。
蜂窝芯材相关的文章
脑卒中(stroke),又称为中风,是由于脑部血管突然破裂或血管阻塞导致血液不能流入大脑而引起脑组织损伤的一组疾病,以突然发病、迅速出现局限性或弥散性脑功能缺损为共同临床特征,为一组器质性脑损伤导致的脑血管疾病。

小编整理:孟广美(MengGuangmei),1967年12月1日出生于中国台湾省,中国台湾女演员、模特、主持人。-1985年,十八岁的孟广美到意大利念书,从事先修班,随后进入米兰模特学校就读。-1995年,进入演艺圈发展,参演的首部电影为意大利艾米利亚罗马涅
公孙止是金庸武侠小说《神雕侠侣》中的反派人物,绝情谷谷主,武功直追“天下五绝”。他是「铁掌莲花」裘千尺之夫,家传武功有闭穴功、「阴阳倒乱刃法」和「鱼网阵」,又从妻子处学来铁掌功,武功直追金轮法王,裘千仞等人。公孙止为争夺小龙女,曾与杨过三度交锋,第三战因裘千尺从旁指点杨过而落败,闭穴功被破,更因中了
姓名:尼本外文名:Amber Neben国籍:美国体重:48公斤运动项目:公路自行车出生日期:1975.2.18美国公路自行车老将,在2008年公路自行车世锦赛上击败各路高手,夺得个人计时赛冠军。

阿克苏市,隶属新疆维吾尔自治区阿克苏地区,位于塔克拉玛干沙漠西北边缘,塔里木河上游,因水得名,维吾尔语意为“白水城”,意为“清澈的水”。古为中国秦汉西域三十六国的姑墨、温宿两国属地,是古丝绸之路上的重要驿站,也是龟兹文化和多浪文化的发源地,素有“塞外江南”之美誉,是阿克苏地区政治、经济、文化中心,兵团一师师部原所在地。阿克苏市气候宜人、地势平坦、土地肥沃、水源丰富、光照充足、无霜期长,适宜各类农作物生长,全市耕地面积116.29万亩,森林面积70万亩,草场面积403万亩,全年可以放牧。是国家重要的商品粮、

尚可名片
这家伙太懒了,什么都没写!
作者