镗孔,指的是对锻出,铸出或钻出孔的进一步加工。镗孔可扩大孔径,提高精度,减小表面粗糙度,还可以较好地纠正原来孔轴线的偏斜。
精选百科
本文由作者推荐

镗孔
扩大孔径、提高精度的加工方法
中文名
镗孔
外文名
boring
功能
扩大孔径,提高精度等
原理
对锻出,铸出或钻出孔的加工
表面粗糙度
Ra值1.6~0.8μm
分类
镗孔可以分为粗镗、半精镗和精镗。精镗孔的尺寸精度可达IT8~IT7,表面粗糙度Ra值1.6~0.8μm。
镗孔分为一般镗孔和深孔镗孔,一般镗孔在普通车床就可以,把镗刀固定在车床尾座或者固定在小刀架上都可以。深孔镗孔需要专用的深孔钻镗床,镗刀要加上镗秆,还要加上液压泵站利用冷却液把铁屑排除。

镗孔
方法
一、常用镗刀
1.通孔镗刀 镗通孔用的普通镗刀,为减小径向切削分力,以减小刀杆弯曲变形,一般主偏角为45°~75°,常取60°~70°。
2.不通孔镗刀 镗台阶孔和不通孔用的镗刀,其主偏角大于90°,一般取95~100°,刀头处宽度应小于孔的半径。
二、镗刀的安装
1.刀杆伸出刀架处的长度应尽可能短,以增加刚性,避免因刀杆弯曲变形,而使孔产生锥形误差。
2.刀尖应略高于工件旋转中心,以减小振动和扎刀现象,防止镗刀下部碰坏孔壁,影响加工精度。
3.刀杆要装正,不能歪斜,以防止刀杆碰坏已加工表面。
误差补偿方法
误差补偿方法大致可分为两类四:预标定误差补偿和主动误差补偿。预标定误差补偿是先对误差进行测量,然后利用它标定或修改随后工序过程。它要求机器的重复性和精度都很好:主动误差补偿是加工过程中监测误差并利用它修改正在进行的加工过程,这种方法不仅要求测量系统的重复性和精度好,而且要求它的信号处理系统和控制系统有很高的运算速度和很快的时间响应能力以满足实时补偿的需求,对机床的重复性要求不如预标定误差补偿技术高。
主动误差补偿方法有上述许多较预标定补偿方法优越的特点,但其成本高,补偿系统适用于大批量、单品种的加工过程,难于推广于小批量或单件生产。而机床总误差中70%的误差属于少L何误差和热误差13,它们都是系统误差,采用预标定法即可对其实行补偿,因此,目前在机床补偿中应用得较多的是预标定误差补偿技术。对于面向机械加工自动线的膛孔加工尺寸误差,由于系统的复杂性,不易采用预标定补偿方法,而采用主动误差补偿方法通过在线测量和补偿可以获得较高的补偿精度。
在误差补偿实施方面主要有两类方法:硬件补偿法和软件补偿法。
1.机床的硬件补偿方法
硬件补偿法主要是机械式补偿,采用机械式微量补偿装置通过对误差模型的分析和计算,选择一个或几个合适的误差补偿点,采用微位移装置对机床施加反向作用,抵消原有误差。
2.机床误差的软件补偿
硬件补偿方法中控制装置与各自数控系统相连。一般只适用于某一特定的机床,通用性较差,而且成本相对较高。因此软件补偿的方法便应运而生,且广泛为人们所接受。
软件补偿就是根据误差模型计算出误差值修改机床的控制程序,完成对误差的补偿。这种方法往往不增加机床硬件例如丝杆螺距误差补偿等,其通用性较强,还可以满足动态性能的要求,且成本低廉。其具体做法是通过预处理程序,对预先编制的NC加工程序进行修改,完成补偿。
但是,软件误差补偿对误差模型的依赖性较强,因此要求误差模型的精度足够高。由于此方法属于预先标定补偿方法,所以工作状态与标定时机床状态的差异必定会影响到最后的补偿结果。尽管如此,软件误差补偿方法在实际应用中还是非常普遍的。
对于锁孔加工尺寸误差预测补偿问题,由于机床结构上的原因,无法采用软件补偿或电路补偿方法进行补偿,只能运用机械式硬件补偿方式实施补偿。
综上所述,面向机械加工自动线的键孔加工尺寸误差预测补偿系统将采用主动补偿方法并采用机械式补偿装置实施。
微量补偿装置
键孔刀具微量补偿装置是键孔加工尺寸误差预测补偿技术中的一个关键功能部件,是实现补偿的执行机构,它的性能直接关系到补偿的精度。国内采用上述方法键孔加工的生产企业(以汽车及发动机制造为主)主要靠引进成套设备或装置实现精铿孔的尺寸误差自动补偿。这些进口的系统在发生故障时往往得不到及时的维修,严重地影响到生产的正常运行,并且备件、维修费用高昂。因此,研究、开发具有自主知识产权的镗孔刀具微量补偿装置满足生产需求具有重要的理论和现实意义。
补偿装置的要求键孔刀具微量补偿装置是国内设备制造厂家自主开发键孔精加工设备和用于机械加工自动线的瓶颈之一,该装置的性能决定了补偿的效果。对于一个适用于机械加工自动线的键孔刀具微量补偿装置应满足如下的基本要求:
1具有较高的位移分辨率、高的定位精度和重复精度,满足工作行程要求。
2具有高的精度稳定性和可靠性。
3具有良好的动态特性和抗干扰能力。
4便于控制,响应速度快。
5结构紧凑,便于在各种场合应用。
6不平衡量小,允许较高的转速。
分类及原理微位移机构是一种行程小、位移灵敏度和精度高的机构皿,是精密机械实现高精度的关键技术之一,是精密工程的一个重要研究方向,近年来得到迅速发展。广泛应用于宇航、机械等精密加工领域。键孔刀具微量补偿装置是微位移机构在镗孔加工中的一个具体应用。
1膛孔刀具微位移机构的分类
膛孔刀具微位移机构根据形成微位移驱动器的机理,可分为的机械式和机电式两大类,两大类中又可分为多种形式,其中应用比较广泛的有机械式、压电晶体或电致伸缩式。
2.膛孔刀具微位移机构的原理
根据上述的分类,将分别对几种主要微位移机构的原理进行分析。
(1)压电、电致伸缩器件
压电、电致伸缩器件用作微位移器件具有体积小、结构紧凑、分辨率高、控制
简便等优点。同时它没有发热问题,故对精密机械系统无因发热而引起的附加误差。用这种器件制成的微位移系统,容易实现精度为0.015m的超精密定位,是理想的微位移驱动器,在精密机械中得到广泛应用。
电介质在电场的作用下,产生两种效应:压电效应和电致伸缩效应,统称机电
祸合效应。
电致伸缩效应:电介质在外界电场作用下,由于感应极化作用而引起应变,应变与电场方向无关,应变的大小与电场平方成正比。
逆压电效应:电介质在外界电场的作用下,产生应变,应变的大小与电场成正比,应变的方向与施加电场的方向有关。
逆压电效应仅在无对称中心晶体中才有,而电致伸缩效应则所有的电介质晶体中都存在,但一般都比较弱。
压电晶体常用的材料是错钦酸铅和钦酸钡,由钦酸铅和错酸铅组成的多晶固溶体,称为错钦酸铅压电陶瓷,代号PZT (P一铅,Z-错,T-钦)。其特点为:
- 灵敏度高。
- 机电祸合系数大,故机电换能效率高。
- 机械品质因数高。
- 材料性能稳定,老化性能在五年内小于2%。
- 居里温度高,可达300 0C,可作高温压电元件。
- 居里温度高,可达300 0C,可作高温压电元件。
- 变形量小,即使加高电压,总的变形量也很小。
电致伸缩材料最早是PMN妮镁酸铅系。1977年美国L.E.Cross教授研究出具有大电致伸缩效应的弛豫铁电体,它的居里点在0℃附近。电致伸缩材料按扩散相变的起因分成两类:无序型晶体和短程有序晶体。
用压电陶瓷作为微位移器件目前己得到广泛的应用,如精密工作台的精密微动补偿、精密加工中的微进给等。
压电陶瓷的主要缺点是变形量小,即在压电陶瓷上施加较高的电压时,仍然获得的行程很小。
与压电陶瓷相比,电致伸缩弛豫型铁电体在以下方面具有更优的性能:
- 电致伸缩效应大、应变人。
- 位置重复性(再现性)好。
- 不需要极化。
- 不老化。
- 热膨胀系数很低。
(2)机械式微位移机构
机械式微位移机构是一种古老的机构,比较成熟。结构形式较多,有螺旋机构、杠杆机构、楔块凸轮机构、弹性机构、齿轮机构以及上述机构组成的复合机构。
机械式微位移机构的特点:
- 具有较好的分辨力。
- 行程较人.
- 存在摩擦磨损以及爬行等缺点,很难达到高精度,故适用于中等精度。
(3)电热式微位移机构
电热式微位移机构包括电热伸缩棒和电热伸缩筒两种结构形式,都是利用物体的热膨胀原理来实现微位移的。
电热式微位移机构有如下特点:
- 结构简单,操作控制方便。
- 位移精度受热交换的影响,精度低。
- 存在热惯性,不适于作高速位移机构
(4)电磁驱动器件
电磁驱动器件主要是利用可控电磁铁的磁场力驱动金属工作台的移动。它是一种新的微位移方法,首先由日本应用于电子束曝光机中。
镗孔相关的文章

缺血性脑血管病是指颅内外动脉狭窄或闭塞导致的脑血管病,是不同程度的缺血性脑血管疾病的总称。包括短暂性脑缺血发作、脑梗死。所有影响脑血管壁的结构和功能、血液成分及血流动力学的各种因素,都可以成为缺血性脑血管病的病因。临床表现有视力减退或失明、感觉和运动障碍、偏瘫、意识障碍、昏迷、失语、饮水呛咳、吞咽困
野菊(学名:Chrysanthemum indicum Linnaeus),又名山菊花、黄菊仔、菊花脑、疟疾草,是菊科(Asteraceae)菊属(Chrysanthemum)一种多年生草本植物。野菊分布较为广泛,主要分布在印度、日本、朝鲜、韩国、中国,在中国主要分布在东北、华北、华中、华南及西南各
鼻炎是一种常见的鼻腔黏膜炎症性疾病。多发生于春夏交替的季节,我国发病率呈上升的趋势。病因较为复杂,与多种因素有关,病毒感染是首要原因。主要表现为鼻塞、鼻痒、打喷嚏、流鼻涕、嗅觉下降、头痛、头昏等。主要通过药物治疗来缓解症状,此外还会有变应原特异性免疫治疗、手术治疗等。如未及时治疗,可能会引起急性鼻窦
汉军是汉王朝的军队,秦二世元年(公元前209年),汉高祖刘邦在沛县带领3000人起义,这是汉军的前身,汉元年(公元前206年),在诸侯推翻秦朝后,刘邦被项羽封为汉王,之后,刘邦带领的军队被称为汉军。

《亲爱的柠檬精先生2》是由导演王启蘅执导,陈姝君、陈品延、蔡祥宇、孙晓伦、奇凌等主演的一部电视剧。[1]2022年7月22日起,《亲爱的柠檬精先生2》在优酷全网独播。[5]
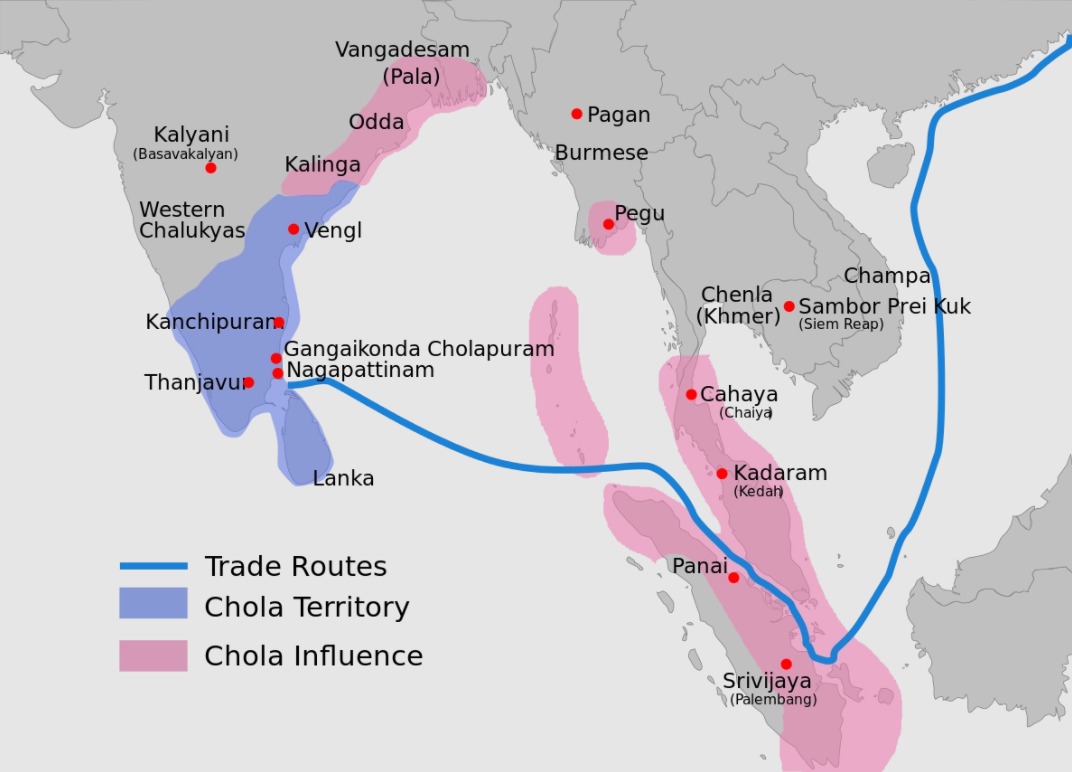
朱罗国(泰米尔语:சோழர் குலம்,宽式IPA:/'ʧoːɻə/),又名注辇,印度半岛古国,其地在今泰米尔纳德邦。建立于公元前三世纪灭亡于公元1279年王朝国祚超过一千五百年。注辇国最早起源于高韦里河(Kaveri)流域,以欧赖宇尔(Urayur)为国都。朱罗王朝的统治者们曾经征服印度半岛南部,吞并斯里兰卡,并占领了马尔代夫,甚至还成功地入侵马来群岛的王国。在公元1010年至1200年期间,注辇国领土南到马尔代夫群岛,最北到安得拉邦的达戈达瓦里河沿岸。朱罗王朝在13世纪进入衰退,随着潘地亚

尚可名片
这家伙太懒了,什么都没写!
作者