
感应加热设备是一种将三相工频交流电,整流后变成直流电,再把直流电变为可调节的电流,供给由电容和感应线圈里流过的交变电流,在感应圈中产生高密度的磁力线,并切割感应圈里盛放的金属材料,在金属材料中产生很大的涡流。在技术上海欧感电气技术把一根金属圆柱体放在有交变中频电流的感应圈里,金属圆柱体没有与感应线圈直接接触,通电线圈本身温度已很低,可是圆柱体表面被加热到发红,甚至熔化,而且这种发红和熔化的速度只要调节频率大小和电流的强弱就能实现。如果圆柱体放在线圈中心,那么圆柱体周边的温度是一样的,圆柱体加热和熔化也没有产生有害气体、强光污染环境。
精选百科
本文由作者推荐

感应加热设备
感应加热设备
中文名
感应加热设备
类型
加热设备
组成
电源、感应加热炉等
领域
工业
运用
三相工频交流电
设备简介
模拟控制感应加热设备:
主控制电路采用,模拟电路控制,0~5V调功,此类舍设备缺点:控温精度差,IGBT过零点控制不好,核心功率元件功耗大,容易损坏,主电路经常随着工件的变化设备不工作在谐振状态,输出效率低下。仅用于对加热温度要求不高的场合,社会上已经陆续淘汰。
智能感应加热设备:
新一代智能感应加热设备:采用数字电路控制,控温精度高,IGBT过零点精确控制在开关状态,主电路谐振频率自动跟踪,可以根据工件的变化自动适应负载确保电路处于谐振状态,使整个设备输出效率极高。
智能感应加热设备具有以下特点:
一:控制核心部分:一般采用全球最先进的高速数字信号处理器(HDSP),并使用专用芯片作为辅助处理器。
二:逆变器件,一般采用采用高效快速谐振控制方式,逆变效率大于95%,主机功率因素大于0.9。
三:设备具有空冷和水冷相结合的设计结构。
四:控制方式:全数字式高效快速谐振,能适应各种参数的感应器,智能设备电源一般内置数字式PID温度控制模
块。
五:具有IO接口:模拟量输出,模拟量输入,IO输出和IO输入接口,RS232或RS485通讯接口。
六:通讯接口可以连接专用数据记录仪。
七:功率调节调节方式:无级可调,可以从0%调节到100%,分辨率采用0.1﹪等级或0.01%等级,输出稳定度为
可以达到0.3%或0.025%。
感应熔化设备系列
用途:
主要应用于熔炼钢、铁、铜、铝及合金等,具有熔化效率高,节电效果好,金属成份均匀,烧损少,温升快,温度容易控制等特点,适合各种金属熔炼场合。特点:
恒功率输出,熔炼速度更快,节电效果更明显。
零压扫频软件启动,更能适应频繁启动的要求。
保护措施全面,如过流、过压、限流、限压、缺水、缺相等保护,在保证熔炼速度前提下,使设备运行可靠。
操作简单,适用于各种铸造工艺。
参数

感应加热设备
中频感应加热电源(1KHz-20KHz)针对于管道不同,功率大小可以选配(20KW-80KW)应用场合:管道焊前预热,焊后热处理,主要应用于石油管道,天然气管道 野外铺设 焊接。| 效率 ≥95% | 包括输出隔离变压器 |
| 功率因数 ≥0.90 | 50%以上额定功率下 |
| 输入电压允许波动范围 | +20%, -30% 0-100%负载 |
| 过载能力 | 1.10倍额定,1分钟 |
| 柜体防护等级 | IP20 |
| 冷却方式 | IGBT空冷 感应线圈水冷 |

感应加热设备
锻前加热:应用于齿轮、齿圈、半轴连杆、轴承、卸扣、索具等产品锻前加热工艺;在线加热:管道防腐喷涂、棒料蓝脆下料、钢(丝)管在线调质等工艺;局部加热:U型栓折弯、滚筒热装配、钢管弯管等生产加热工序。用于棒料、圆钢,方钢,钢板的透热,补温,兰淬下料在线加热,局部加热,金属材料在线锻造(如齿轮、半轴连杆、轴承等精锻)、挤压、热轧、剪切前的加热、喷涂加热、热装配以及金属材料整体的调质、退火、回火等。节约特点●
加热速度快、生产效率高、氧化脱炭少、节省材料与锻模成本
由于中频感应加热的原理为电磁感应,其热量在工件内自身产生,普通工人用中频电炉上班后十分钟即可进行锻造任务的连续工作,不需烧炉专业工人提前进行烧炉和封炉工作。不必担心由于停电或设备故障引起的煤炉已加热坯料的浪费现象。由于该加热方式升温速度快,所以氧化极少,每吨锻件和烧煤炉相比至少节约钢材原材料20-50千克,其材料利用率可达95%。由于该加热方式加热均匀,芯表温差极小,所以在锻造方面还大大的增加了锻模的寿命,锻件表面的粗糙度也小于50um。环保特点●工作环境优越、提高工人劳动环境和公司形象、无污染、低耗能
感应加热炉与煤炉相比,,工人不会再受炎炎烈日下煤炉的烘烤与烟熏,更可达到环保部门的各项指标要求,同时树立公司外在形象与锻造业未来的发展趋势。感应加热是电加热炉中最节能的加热方式由室温加热到1100℃的吨锻件耗电量小于360度。精准特点●
加热均匀,芯表温差极小,温控精度高
感应加热其热量在工件内自身产生所以加热均匀,芯表温差极小。应用温控系统可实现对温度的精确控制提高产品质量和合格率。其它特点中频炉加热装置具有体积小,重量轻、效率高、热加工质量优及有利环境等优点正迅速淘汰燃煤炉、燃气炉、燃油炉及普通电阻炉,是新一代的金属加热设备。中频炉是铸造锻造及热处理车间的主要设备,其工作的稳定性、可靠性及安全性是流水作业的铸造锻造及热处理生产线正常稳定工作的保证。中频炉在热加工领域有着很好的发展前景如主要生产锻造锻前加热炉,透热炉以及用于:透热、轧制、锻造、弯管、热处理(淬火)、焊接等工艺的感应加热。
感应调质设备系列
感应调质设备
感应调质生产线设备是根据数年来我公司在感应加热方面积累的成功经验,按照各产品工艺要求优选出的一套性能价格比较高的方案。生产线类设备的机械传输装置采用单工位方式,中频淬火和中频回火、退火按工序分时进行。感应器的置换采用整体吊装、快速定位、水电快速联接方式(可在短时间完成一套感应器的更换)。并可方便的进行感应器轴线位置的调节以适应多种坯料规格加热的要求。本套设备根据每种产品的需要,由进出料储料支架、进出料输送装置、工件自旋式辊道传输装置、中频淬火升温模块、中频淬火保温模块、中频回火模块、中频退火模块、淬火喷雾装置、液压站、中心控制台及自动控制系统等十一部分组成。组成部分
1、电源 采用高频感应加热时,用高频发生器提供高频电流,对于中频感应加热是由可控硅变频装置与中频发电机供电,但由于中频发电机效率低、噪声大,已经不使用,包括变频设备、电容器组、冷却用水系统与控制操作部分,只需按所需的公路与电流频率选用即可。对于工频感应加热一般由专用变压器供电,当工厂提供的电源电压波动较大、毛坯加热的稳定要求严格时,还须用稳压器,使供给的电压稳定。当生产车间的电源有较大的电容量时,也可由车间电压供电,电压容量的大小,根据工艺要求计算出的功率与所选用的电压进行设计与选择。当工频感应器是单相的,功率还较大时,工频电源还须有三相平衡器,以使三相电源负载平衡。 2、感应加热炉 感应加热炉是根据工艺要求设计制造的,按毛坯的形状与尺寸选择一个号得炉型,以便于装卸料。感应加热炉由感应器、进出料机构、炉架与冷却水系统等组成。感应器是感应加热炉的核心部分,根据毛坯的加热稳定与生产率来计算感应器的电参数,确定加热所需的功率与所选用的电压,确定感应线圈的几何尺寸与匝数,感应器安装在炉架上,应便于装卸与维修,进出料机构可以用手动、电动、气动或液压传动,视具体条件而定,冷却水系统包括进水与回水两部分,均装在炉架上成为一个整体。 3、控制和操作系统 如进料时的节拍控制,冷却水温度的监测,被加热毛坯温度的测量,以及用电安全的保护等。
应用领域
1、焊接:刃具、钻具、刀具、木工刀具、车刀、钎头、钎焊、铰刀、铣刀、钻头、锯片锯齿、眼镜行业的镜架、钢管、铜管的焊接、截齿焊接、同种异种金属的焊接、压缩机、压力表、继电器接触点、不锈钢锅底不同材料的复合焊接、变压器绕组铜线的焊接、贮藏(气灌嘴的焊接、不锈钢餐、厨具的焊接)。 2、热处理:齿轮、机床导轨、五金工具、气动工具、电动工具、液压件、球墨铸铁、汽摩配、内配等机械金属零件(表面、内孔、局部、整体)的淬火、退火,不锈钢锅制品拉伸。 3、透热成型:标准件、紧固件、大工件、小型五金件、直柄麻花钻、整体、局部透热及麻花钻的热镦热轧、直径100mm以下的圆钢、对金属村料的加热退火以便拉伸、造型、压花、弯管、砸头、钢丝(铁丝)加热制钉、不锈钢制品退火、拉伸、涨型、热膨胀等。 4、其它加热领域:铝塑管、钢塑管、电缆、电线的加热覆膜、金属预热套塑、半导体单晶生长、热配合、瓶口热封、牙膏皮热封、粉末涂装、金属植入塑料、食品、饮料、制药行业使用的铝箔封口。
感应加热设备技术-退火和回火应用
退火将工件加热到适当温度,根据材料和工件尺寸采用不同的保温时间,然后进行缓慢冷却(冷却速度最慢),目的是使金属内部组织达到或接近平衡状态,获得良好的工艺性能和使用性能,或者为进一步淬火作组织准备。
使用感应加热代替气体或加热炉进行预热具有多项优点。热传导能够直接进行,这将最大程度地减少热损失和能量损耗,增加生产效率,提升产品质量。
同时,可以对热量进行精确控制,这样可以降低焊接时的温度,从而降低冷却速度。另外,还有利于减少冷裂和淬硬的风险,使用感应加热,您无需再面对热气逼人的火焰,从而改善工作环境,减少对散热系统的需求,降低火灾危险。
使用条件
环境温度在3—40℃范围内;(0℃以下地区需采取防冻措施);使用地区每月最大相对湿度的月平均值不大于90%;周围没有导电尘埃,爆炸性气体及能严重损坏金属和绝缘的腐蚀性气体。
安全操作
1、开炉前要检查好电气设备、水冷却系统、感应器铜管等是否完好,否则禁止开炉。 2、炉膛熔损超过规定应及时修补。严禁在熔损过深坩埚内进行熔炼。 3、送电和开炉应有专人负责,送电后严禁接触感应器和电缆。当班者不得擅自离开岗位,要注意感应器和坩埚外部情况。 4、装料时,应检查炉料内有无易燃易爆等有害物品混入,如有应及时除去,严禁冷料和湿料直接加入钢液中,熔化液充满至上部后严禁大块料加入,以防结盖。 5、补炉和捣制坩埚时严禁铁屑、氧化铁混杂,捣制坩埚必须密实。 6、浇注场地及炉前地坑应无障碍物,无积水,以防钢水落地爆炸。 7、钢水不允许盛装得过满,手抬包浇注时,二人应配合一致,走路应平稳,不准急走急停,浇注后余钢要倒入指定地点,严禁乱倒。 8、中频发电机房内应保持清洁,严禁易燃易爆物品和其它杂物带进室内,室内禁止吸烟。
感应加热设备相关的文章

江苏省,简称“苏”,是中华人民共和国省级行政区,省会南京,位于长江三角洲地区,中国大陆东部沿海,地跨北纬30°45'~35°08',东经116°21'~121°56',与上海市、浙江省、安徽省、山东省接壤。江苏总面积10.72万平方公里。国家统计局数据显示,2021年江苏省常住人口为8505.4万人
环颈雉(Phasianus colchicus),别名雉鸡、野鸡、山鸡,雉科雉属鸟类。体长一般为590~870毫米,体重880~1659克。雄鸟体大,羽色随亚种不同而艳丽多变,头侧各具一耳羽簇,面部裸露皮肤呈红色,头颈暗蓝绿色,部分具白色颈圈或仅有痕迹,体羽为斑驳而泛紫光的栗色至金棕色,尾羽长,其上
宴会又称燕会、筵宴、酒会,是因习俗或社交礼仪需要而举行的宴饮聚会,是社交与饮食结合的一种形式。人们通过宴会,不仅获得饮食艺术的享受,而且可增进人际间的交往。宴会上的一整套菜肴席面称为筵席,由于筵席是宴会的核心,因而人们习惯上常将这两个词视为同义词。
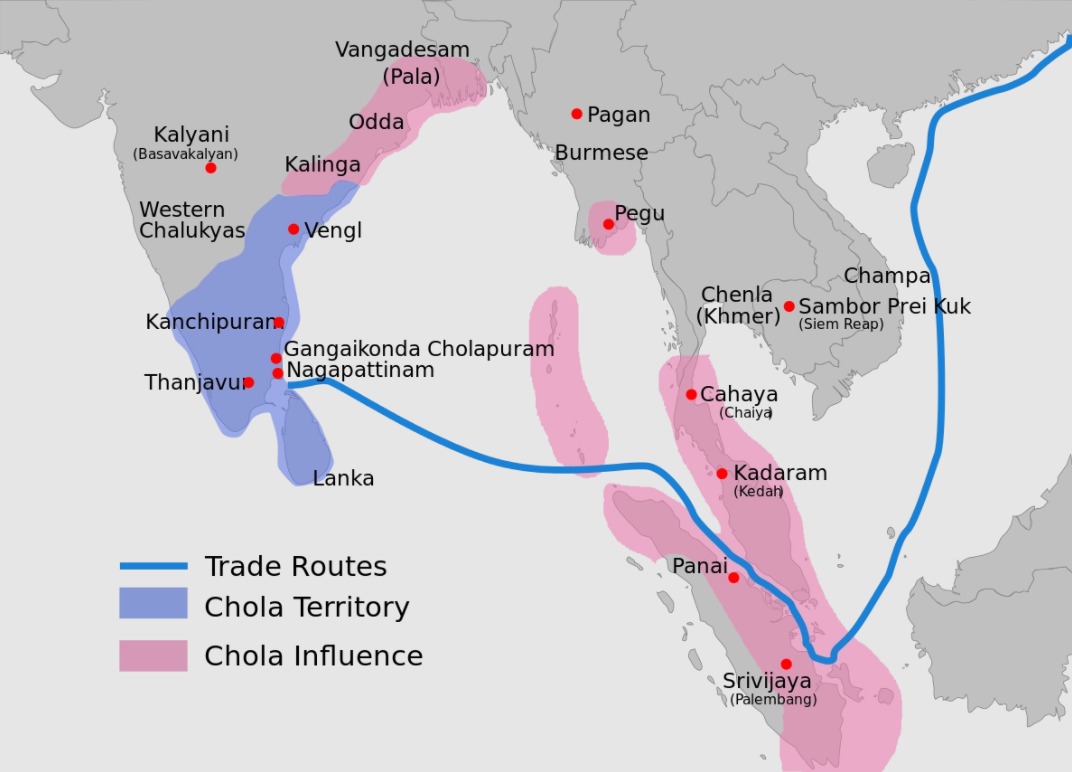
朱罗国(泰米尔语:சோழர் குலம்,宽式IPA:/'ʧoːɻə/),又名注辇,印度半岛古国,其地在今泰米尔纳德邦。建立于公元前三世纪灭亡于公元1279年王朝国祚超过一千五百年。注辇国最早起源于高韦里河(Kaveri)流域,以欧赖宇尔(Urayur)为国都。朱罗王朝的统治者们曾经征服印度半岛南部,吞并斯里兰卡,并占领了马尔代夫,甚至还成功地入侵马来群岛的王国。在公元1010年至1200年期间,注辇国领土南到马尔代夫群岛,最北到安得拉邦的达戈达瓦里河沿岸。朱罗王朝在13世纪进入衰退,随着潘地亚

尚可名片
这家伙太懒了,什么都没写!
作者

