
渗氮,是在一定温度下一定介质中使氮原子渗入工件表层的化学热处理工艺。常见有液体渗氮、气体渗氮、离子渗氮。 传统的气体渗氮是把工件放入密封容器中,通以流动的氨气并加热,保温较长时间后,氨气热分解产生活性氮原子,不断吸附到工件表面,并扩散渗入工件表层内,从而改变表层的化学成分和组织,获得优良的表面性能。如果在渗氮过程中同时渗入碳以促进氮的扩散,则称为氮碳共渗。常用的是气体渗氮和离子渗氮。
精选百科
本文由作者推荐
渗氮
化学热处理工艺之一
中文名
渗氮
定义
在一定温度下一定介质中使氮原子渗入工件表层的化学热处理工艺
出处
化学
类型
液体渗氮、气体渗氮、离子渗氮
工具
体渗氮和离子渗氮
原理应用
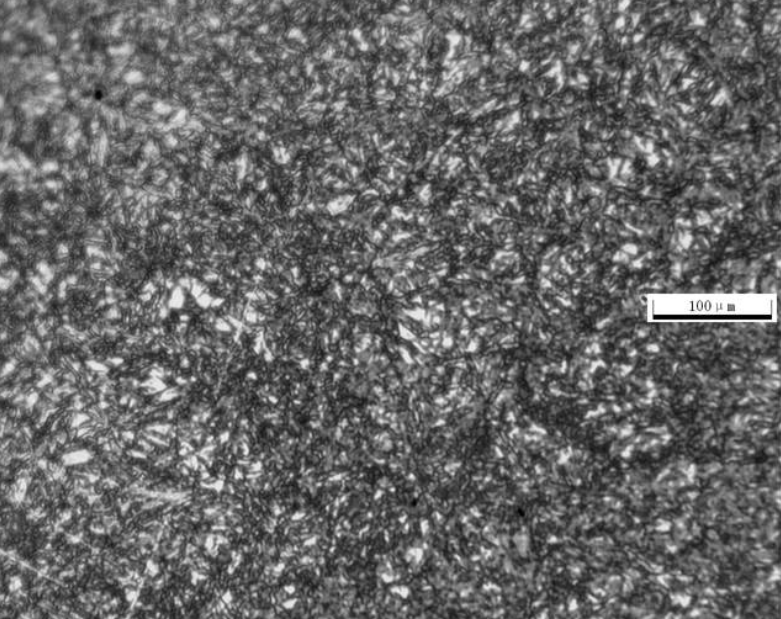
渗入钢中的氮一方面由表及里与铁形成不同含氮量的氮化铁,一方面与钢中的合金元素结合形成各种合金氮化物,特别是氮化铝、氮化铬。这些氮化物具有很高的硬度、热稳定性和很高的弥散度,因而可使渗氮后的钢件得到高的表面硬度、耐磨性、疲劳强度、抗咬合性、抗大气和过热蒸汽腐蚀能力、抗回火软化能力,并降低缺口敏感性。与渗碳工艺相比,渗氮温度比较低,因而畸变小,但由于心部硬度较低,渗层也较浅,一般只能满足承受轻、中等载荷的耐磨、耐疲劳要求,或有一定耐热、耐腐蚀要求的机器零件,以及各种切削刀具、冷作和热作模具等。渗氮有多种方法,常用的是气体渗氮和离子渗氮。
钢铁渗氮的研究始于20世纪初,20年代以后获得工业应用。最初的气体渗氮,仅限于含铬、铝的钢,后来才扩大到其他钢种。从70年代开始,渗氮从理论到工艺都得到迅速发展并日趋完善,适用的材料和工件也日益扩大,成为重要的化学热处理工艺之一。
气体渗入
一般以提高金属的耐磨性为主要目的,因此需要获得高的表面硬度。它适用于38CrMoAl等渗氮钢。渗氮后工件表面硬度可达HV850~1200。渗氮温度低,工件畸变小,可用于精度要求高、又有耐磨要求的零件,如镗床镗杆和主轴、磨床主轴、气缸套筒等。但由于渗氮层较薄,不适于承受重载的耐磨零件。
气体渗氮可采用一般渗氮法(即等温渗氮)或多段(二段、三段)渗氮法。前者是在整个渗氮过程中渗氮温度和氨气分解率保持不变。温度一般在480~520℃之间,氨气分解率为15~30%,保温时间近80小时。这种工艺适用于渗层浅、畸变要求严、硬度要求高的零件,但处理时间过长。多段渗氮是在整个渗氮过程中按不同阶段分别采用不同温度、不同氨分解率、不同时间进行渗氮和扩散。整个渗氮时间可以缩短到近50小时,能获得较深的渗层,但这样渗氮温度较高,畸变较大。
还有以抗蚀为目的的气体渗氮,渗氮温度在 550~700℃之间,保温0.5~3小时,氨分解率为35~70%,工件表层可获得化学稳定性高的化合物层,防止工件受湿空气、过热蒸汽、气体燃烧产物等的腐蚀。
正常的气体渗氮工件,表面呈银灰色。有时,由于氧化也可能呈蓝色或黄色,但一般不影响使用。
渗氮
渗氮工艺 常用的气体渗氮工艺有等温渗氮、二段式渗氮和三 段式渗氮三种方法。a.等温渗氮 也称一段式渗氮法。它是在恒温下进行长时间保温的渗氮工艺,渗氮温度510~530℃,其渗氮工艺曲线如图2-42所示。
第一阶段保温15~20h,为吸氮阶段。这一阶段采用较低的氨分解率(18%25%)。零件表面因洗后大量氮原子而与零件心部形成氮浓度差。第二阶段为扩散阶段。在这个阶段为减少活性氮原子的数量而将氨分解率提高到30%~40%,保温时间在60h左右。

渗氮
为减少渗氮层的脆性,在渗氮结束前2~4h进行退氮处理,氨分解率提高到70%以上,退氮温度提高到560~570℃。等温渗氮工艺过程简单,渗氮温度较低、渗层浅、零件变形小、表面硬度高,但渗氮速度慢,产生周期长,适用于渗氮深度浅,尺寸精度和硬度要求高的零件。b.两段式渗氮 两段式渗氮工艺曲线如图2-43所示。第一阶段的工艺参数(除保温时间外)与等温渗氮相同。第二阶段把渗氮温度提高到550~560℃,以加速氮原子的扩散,缩短渗氮周期,氨分解率提高到40%~60%。根据对渗氮层的脆性要求,急速前也应提前2h提高氨分解率和温度进行退氮处理。
两段式渗氮的时间比等温渗氮短,表面硬度稍微低,变形略有增大,适用于渗氮层较深批量较大的零件。
c.三段式渗氮 三段式渗氮工艺曲线如图2-44所示。
渗氮
它是在二段式渗氮基础上发展起来的。这种工艺是将第二阶段的温度适当提高,以加快渗氮过程,同时增加较低温度的第三阶段,以弥补因第二阶段氮的扩散快而使表面氮浓度过低,保证表面含氮量以提高表面硬度。三段式渗氮能进一步提高渗氮速度,但硬度比一般渗氮工艺低,脆性、变形等比一般渗氮工艺略大。
离子渗入
又称辉光渗氮,是利用辉光放电原理进行的。把金属工件作为阴极放入通有含氮介质的负压容器中,通电后介质中的氮氢原子被电离,在阴阳极之间形成等离子区。在等离子区强电场作用下,氮和氢的正离子以高速向工件表面轰击。离子的高动能转变为热能,加热工件表面至所需温度。由于离子的轰击,工件表面产生原子溅射,因而得到净化,同时由于吸附和扩散作用,氮遂渗入工件表面。
与一般的气体渗氮相比,离子渗氮的特点是:①可适当缩短渗氮周期;②渗氮层脆性小;③可节约能源和氨的消耗量;④对不需要渗氮的部分可屏蔽起来,实现局部渗氮;⑤离子轰击有净化表面作用,能去除工件表面钝化膜,可使不锈钢、耐热钢工件直接渗氮;⑥渗层厚度和组织可以控制。
离子渗氮发展迅速,已用于机床丝杆、齿轮、模具等工件。
一、优点:渗氮时间短,质量容易控制,氮化层耐疲劳、有高强度,由于氮化温度在520-540,所以工件变形小,表面抗磁性高。
二、缺点:设备控制复杂,炉温均匀性不好。
氮碳共渗
低温氮碳共渗又称软氮化,即在铁-氮共析转变温度以下,使工件表面在主要渗入氮的同时也渗入碳。碳渗入后形成的微细碳化物能促进氮的扩散,加快高氮化合物的形成。这些高氮化合物反过来又能提高碳的溶解度。碳氮原子相互促进便加快了渗入速度。此外,碳在氮化物中还能降低脆性。氮碳共渗后得到的化合物层韧性好,硬度高,耐磨,耐蚀,抗咬合。
常用的氮碳共渗方法有液体法和气体法。处理温度530~570℃,保温时间1~3小时。早期的液体盐浴用氰盐,以后又出现多种盐浴配方。常用的有两种:中性盐通氨气和以尿素加碳酸盐为主的盐,但这些反应产物仍有毒。气体介质主要有:吸热式或放热式气体(见可控气氛)加氨气;尿素热分解气;滴注含碳、氮的有机溶剂,如甲酰胺、三乙醇胺等。
氰化cyaniding,指高温碳氮共渗(早期的碳氮共渗是在有毒的氰盐浴中进行)。由于温度比较高,碳原子扩散能力很强,所以以渗碳为主, 形成含氮的高碳奥氏体,淬火后得到含氮高碳马氏体。由于氮的渗入促进碳的渗入, 使共渗速度较快,保温4~6h可得到0.5~0.8mm的渗层,同时由于氮的渗入,提高了过冷奥氏体的稳定性,加上共渗温度比较低,奥氏体晶粒不会粗大,所以钢件碳氮共渗后可直接淬油,渗层组织为细针状的含氮马氏体加碳氮化合物和少量残余奥氏体。碳氮共渗层比渗碳层有更高的硬度、耐磨性、抗蚀性、弯曲强度和接触疲劳强度。但一般碳氮共渗层比渗碳层浅,所以一般用于承受载荷较轻,要求高耐磨性的零件。
氮碳共渗不仅能提高工件的疲劳寿命、耐磨性、抗腐蚀和抗咬合能力,而且使用设备简单,投资少,易操作,时间短和工件畸变小,有时还能给工件以美观的外表。
处理工艺
在渗氮零件的整个制造过程中,渗氮往往是最后一道工序,至多再进行精磨或研磨。渗氮零件的工艺流程一般为:锻造→正火(退火)→粗加工→调质→精加工→去应力→粗磨→渗氮→精磨→装配。
氮化前的预热处理包括正火(退火)、调质处理、去应力。
a.正火(退火),其目的是细化晶粒、降低硬度、消除锻造应力。
b.调质处理,可以改善钢的加工性能,获得均匀的回火索氏体组织,以保证零件心部有足够的强度和韧性,同时又能使渗氮层和基本结合牢固。
c.去应力处理,对于形状复杂的精密零件,在渗氮前应进行1~2次去应力,以减少渗氮过程中的变形。
生产准备
a.去污处理。零件装炉前要用汽油或酒精进行脱脂、去污处理,零件表面不允许有锈蚀及脏污。
b.防渗处理。对零件非渗氮部分,可用电镀或涂料法进行防渗氮处理。
c.渗氮件的表面质量应良好,不允许有脱碳层存在,因此,零件在预先热处理前应留有足够的加工余量,以便在渗氮前的机加工能将脱碳层全部去除,以保证渗氮层的质量。
d.装炉前检查设备和渗氮夹具、电系统、管道、氨分解测定仪等应保证正常使用;渗氮夹具不允许有脏物或氧化皮,如有应清除。
e.随炉试样。随炉的试样应与渗氮零件通材料并经过同样的预先处理。
脆性检验
a、
| 级别 | 渗氮层脆性级别说明 |
| 1 | 压痕边角完整无缺 |
| 2 | 压痕一边或一角碎裂 |
| 3 | 压痕二边或二角碎裂 |
| 4 | 压痕三边或三角碎裂 |
| 5 | 压痕四边或四角碎裂 |
b、渗氮层脆性检验一般采用维氏硬度计,试验力10公斤,试验力的加载必须缓慢(在5-9S内完成),试验力加载完成后必须停留5-10S,然后卸载试验力,特殊情况也可采用5KG或者30KG试验力。
c、维氏硬度压痕在显微放大100倍下进行检查,每件至少测3点,其中两点以上处于相同级别时,才能定级。否则需重新检验。
d、渗氮层脆性应在零件工作部位或随炉试样的表面上检测,一般零件为1-3级为合格,重要零件1-2级为合格,对于渗氮后留有磨痕的零件,也可在磨去加工余量后的表面上进行测定
e、经气体渗氮后的零件,必须进行检验。
化学成份
渗氮用钢---凡含有Cr、Mo、V、Ti、Al等元素的低、中碳合金结构钢、工具钢、不锈钢(不锈钢渗氮前需去除工件表面的钝化膜,对不锈钢、耐热钢可直接用离子氮化方法处理)、球墨铸铁等均可进行渗氮. 渗氮后零件虽然具有高硬度、高耐磨性和高的疲劳强度,但只是表面很薄的一层(铬钼铝钢于500--540C经35--65h渗氮层深只达0.3--0.65mm) .必须有强而韧的心部组织作为渗氮层的坚实基底,才能发挥渗氮的最大作用。总的来看,大部分渗氮零件是在有摩擦和复杂的动载荷条件下工作的,不论表面和心部的性能都要求很高.
如果用碳钢进行渗氮,形成Fe 4N和Fe 2N较不稳定。温度稍高,就容易聚集粗化,表面不可能得到更高的硬度,并且其心部也不能具有更高的强度和韧性.
为了在表面得到高硬度和高耐磨性,同时获得强而韧的心部组织,必须向钢中加入一方面能与氮形成稳定氮化物,另外还能强化心部的合金元素。如Al、Ti、V、W、Mo、Cr等,均能和氮形成稳定的化合物。其中Cr、W、Mo、V还可以改善钢的组织,提高钢的强度和韧性.
当前专门用于渗氮的钢种是38CrMoAlA,其中铝与氮有极大的亲和力,是形成氮化物提高渗氮层强度的主要合金元素.AlN很稳定,到约1000C的温度在钢中不发生溶解。由于铝的作用使钢具有良好的渗氮性能,此钢经过渗氮表面硬度高达1100--1200HV(相当67--72HRC).38CrMoAlA钢脱碳倾向严重,各道工序必须留有较大的加工余量.
注意事项
(1)渗氮前的预备热处理调质--渗氮工件在渗氮前应进行调质处理,以获得回火索氏体组织。调质处理回火温度一般高于渗氮温度.
(2)渗氮前的预备热处理去应力处理--渗氮前应尽量消除机械加工过程中产生的内应力以稳定零件尺寸。消除应力的温度均应低于回火温度,保温时间比回火时间要长些,再缓慢冷却到室温。断面尺寸较大的零件不宜用正火。工模具钢必须采用淬火回火,不得用退火.
(3)渗氮零件的表面粗糙度Ra应小于1.6um,表面不得有拉毛、碰伤及生锈等缺陷。不能及 时处理的零件须涂油保护,以免生锈。吊装入炉时再用清洁汽油擦净以保证清洁度.
(4)含有尖角和锐边的工件,不宜进行氮化处理.
(5)局部不氮化部位的保护,不宜用留加工余量的方法.
(6)表面未经磨削处理的工件,不得进行氮化.
渗氮相关的文章

三氯甲烷,分子式为CHCl3,为无色透明液体,有特殊气味,味甜,高折光,不燃,质重,易挥发。对光敏感,遇光照会与空气中的氧作用,逐渐分解而生成剧毒的光气(碳酰氯)和氯化氢。可加入0.6%~1%的乙醇作稳定剂。能与乙醇、苯、乙醚、石油醚、四氯化碳、二硫化碳和油类等混溶、25℃时1mL溶于200mL水。
玉山铁二(1980年4月7日出生于日本京都府城阳市)是一位日本影视男演员。他毕业于京都府立西城阳高中,并于1999年通过出演个人首部电视剧《麻辣女教师》正式进入演艺圈。2001年,他参演了特摄剧《百兽战队牙吠联者》。2004年,玉山铁二首次担任主演,出演运动电影《功夫棒球》,在片中饰演不屈斗志。20
矢泽爱(日文:矢沢 あい),日本漫画家、插画家,1967年3月7日出生于日本兵库县。主要作品有《一起去吹吹风》《天堂之吻》《娜娜》《近所物语》《圣学园天使》等。
巴士拉(البصرة,Basra),为伊拉克巴士拉省省会,位于底格里斯河和幼发拉底河交汇的夏台·阿拉伯河西岸,南距波斯湾55公里,是伊拉克第一大港及第二大城。建于635年,曾被战火摧毁,891年被重建。2003年时,全省人口估计约2,600,000人,而巴士拉城则有约1,880,000人。
宴会又称燕会、筵宴、酒会,是因习俗或社交礼仪需要而举行的宴饮聚会,是社交与饮食结合的一种形式。人们通过宴会,不仅获得饮食艺术的享受,而且可增进人际间的交往。宴会上的一整套菜肴席面称为筵席,由于筵席是宴会的核心,因而人们习惯上常将这两个词视为同义词。
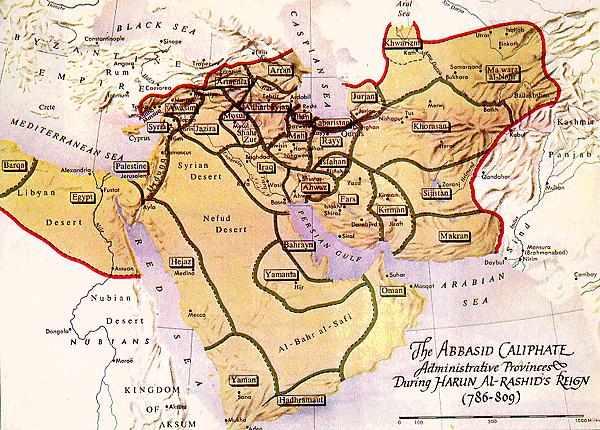
哈伦·拉希德(Harun Rashid,约764~809) 阿拉伯帝国阿拔斯王朝最著名的哈里发,因与法兰克的查理曼大帝结盟而蜚声西方,更因世界名著《一千零一夜》生动地渲染了他的许多奇闻轶事而为众人所知。在他统治的23年间,国势强盛,经济繁荣,文化发达,首都巴格达成了阿拉伯帝国的政治、经济、文化中心和文人学士的荟萃之地。

尚可名片
这家伙太懒了,什么都没写!
作者


