
冷形变后的金属在低于再结晶温度加热,以去除内应力,但仍保留冷作硬化效果的热处理,称为去应力退火,也称低温退火。在去应力退火中金属组织及性能的变化,相当于温度曲线图中的恢复阶段。在实际生产 中,去应力退火工艺的应用比上述定义广泛得多。热锻轧、铸造、各种冷变形加工、切 削或切割、焊接、热处理,甚至机器零部件装配后,在不改变组织状态,保留冷作、热作或表面硬化的条件下,对钢材或机器零部件进行较低温度的加热,以去除内应力,减小变形开裂倾向的工艺,都可称为去应力退火。
精选百科
本文由作者推荐

去应力退火
金属材料的处理工艺
外文名
stress relieving
应用
金属材料处理
目的
以去除内应力
学科
材料科学
基本概况
冷形变后的金属在低于再结晶温度加热,以去除内应力,但仍保留冷作硬化效果的热处理,称为去应力退火。
在实际生产中,去应力退火工艺的应用要比上述定义广泛得多。热锻轧、铸造、各种冷变形加工、切削或切割、焊接、热处理,甚至机器零部件装配后,在不改变组织状态、保留冷作、热作或表面硬化的条件 下,对钢材或机器零部件进行较低温度的加热,以去除(全部或部分的)内应力,减小变形、开裂倾向的工艺,都可称为去应力退火。由于材料成分、加工方法、内应力大小及分布的不同,以及 去除程度的差异,去应力退火温度范围很宽。
工作原理
在压力加工、铸造、焊接、热处理、切削加工和其他工艺过程中,制品可能产生内应力。多数情况下,在工艺过程结束后,金属内部将保留一部分残余应力。残余应力可导致工件破裂、变形或尺寸变化,残余应力也提高金属化学活性,在残余拉应力作用下特别容易造成晶间腐蚀破裂。因此,残余应力将影响材料的使用性能或导致工件过早失效。
进行去应力退火时,金属在一定温度作用下通过内部局部塑性变形(当应力超过该温度下材料的屈服强度时)或局部的弛豫过程(当应力小于该温度下材料的屈服强度时)使残余应力松弛而达到消除的目的。在去应力退火时,工件一般缓慢加热至较低温度(灰口铸铁为500~550℃,钢为500~650℃,有色金属合金冲压件为再结晶开始温度以下),保持一段时间后,缓慢冷却,以防止产生新的残余应力。
去应力退火并不能完全消除工件内部的残余应力,而只是大部分消除。要使残余应力彻底消除,需将工件加热至更高温度。在这种条件下,可能会带来其他组织变化,危及材料的使用性能。
退火曲线
去应力退火是将工件加热到Ac1以下的适当温度,保温一定时间后逐渐缓慢冷却的工艺方法。其目的是为了去除由于机械加工、变形加工、铸造、锻造、热处理以及焊接后等产生的残余应力。 1. 去应力退火工艺曲线 见图1-3。
3. 去应力退火的温度,一般应比最后一次回火温度低20~30℃,以免降低硬度及力学性能。
4. 对薄壁工件、易变形的焊接件,退火温度应低于下限。
5. 低温时效用于工件的半加工之后(如粗加工或第一次精加工之后),一般采用较低的温度。
表1 去应力退火工艺及低温时效工艺
| 类别 | 加热速度 | 加热温度 | 保温时间/h | 冷却时间 |
| 焊接件 | ≤300℃装炉≤100~150℃/h | 500-550 | 2-4 | 炉冷至300℃出炉空冷 |
| 消除加工应力 | 到温装炉 | 400-550 | 2-4 | 炉冷或空冷 |
| 高精轴套、膛杆(38CrMoAlA) | ≤200℃装炉≤80℃/h | 600-650 | 10-12 | 炉冷至200℃出炉(在350℃以上冷速≤50℃/h) |
| 精密丝杠(T10) | ≤200℃装炉≤80℃/h | 550-600 | 10-12 | 炉冷至200℃出炉(在350℃以上冷速≤50℃/h) |
| 主轴、一般丝杠(45、40Cr) | 随炉升温 | 550-600 | 6-8 | 炉冷至200℃出炉 |
去应力退火相关的文章

拿破仑·波拿巴(Napoléon Bonaparte,1769年8月15日-1821年5月5日),拿破仑一世,出生于科西嘉岛,创立法兰西第一帝国,是十九世纪法国伟大的军事家、政治家、法学家,执政期间被称为“法国人的皇帝”。
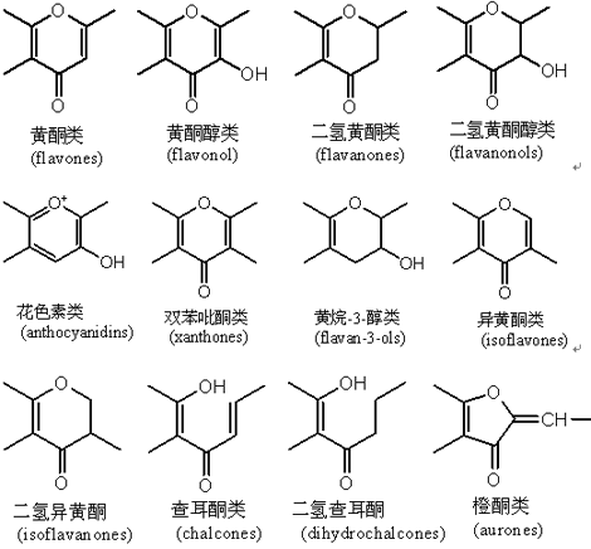
黄酮黄酮类化合物的总称黄酮(flavone),是黄酮类化合物的总称,泛指两个具有酚羟基的苯环(A-与B-环)通过中央三碳原子相互连结而成的一系列化合物。黄酮类化合物结构中常连接有酚羟基、甲氧基、甲基、异戊烯基等官能团。黄酮类化合物(英语:Flavonoid,又称类黄酮)是指基本母核为2-苯基色原酮类化合物,现在则泛指两个具有酚羟基的苯环通过中央三碳原子相互连接的一系列化合物。他们来自于水果、蔬菜、
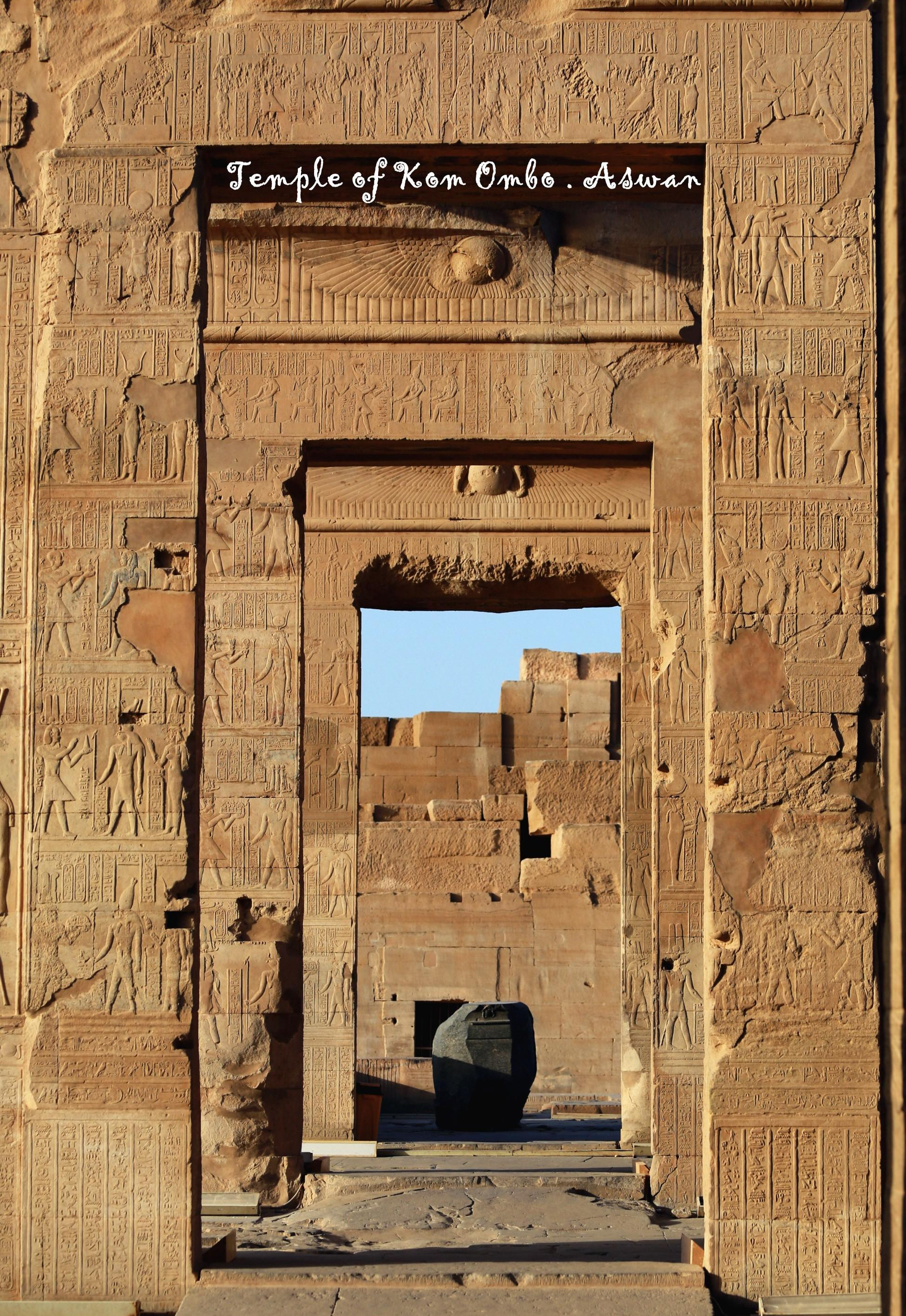
阿斯旺(阿拉伯语:أسوان),埃及南部城市,阿斯旺省首府,位于尼罗河东岸,人口约20万,著名古城、旅游景点和贸易中心。阿斯旺是世界上最干燥的地方之一,自2006年5月13日以来,阿斯旺没测得任何降水。在古埃及时期,阿斯旺被认为是埃及民族的发源地。它位于尼罗河第一瀑布以北,是埃及和努比亚之间的贸易重镇,其名据说是古埃及语“贸易”一词的对音。

裘千尺,金庸小说《神雕侠侣》中人物,绰号铁掌莲花,大哥为裘千丈,二哥湘西大帮铁掌帮的帮主裘千仞,丈夫为绝情谷谷主公孙止,有一女儿公孙绿萼。裘千尺年轻时是一位美人,兼且武功高强,公孙止的祖传武功“自封穴道之法”和“阴阳倒乱刃法”本有颇多缺点,经她苦心改良后变得完善且更为厉害。若问金庸女性里谁最凶悍顽强,答案一定是裘千尺无疑。她是绝情谷谷主公孙止的夫人,但杨过与公孙绿萼在地穴碰见她时,她的形象已几与野兽无异,由于她的手脚筋早被公孙止挑断,她只能在地上爬行,而十多年来因困在深穴,她身上的衣服早已破烂不堪,以致上

尚可名片
这家伙太懒了,什么都没写!
作者

