
铸造应力指的是铸件在凝固和以后的冷却过程中体积的变化不能自由的进行,于是在产生变形的同时还产生应力,这种应力称为铸造应力。
精选百科
本文由作者推荐

铸造应力
收缩受阻而产生的弹性应力
中文名
铸造应力
外文名
Casting stress
适用对象
金属
产生过程
金属铸造
相关领域
冶金
相关学科
材料科学
简介
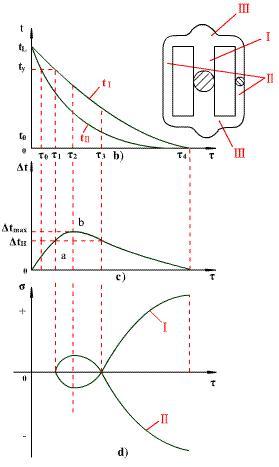
应力曲线
铸造应力是在铸件全部进入弹性状态后,由于收缩受阻或收缩不同步而产生的弹性应力。铸造应力削弱铸件的结构强度,降低铸件的承载能力。同时造成铸件变形,甚至开裂,并引起机械加工后,在使用过程中尺寸发生变化,不能保证加工精度的可靠性和整机的精度。分类
相变应力相变应力是铸件在冷却时发生相变,由于体积变化造成的内应力。对于钢铁材料,在弹性状态温度范围内冷却,相变造成体积膨账。使铸件厚壁部分受压应力,薄壁部分受拉应力。相变应力方向与 热应力方向相反。一般相变应力很小。
热应力铸件凝固末期即铸件合金已搭结成枝晶网络骨架开始及随后的冷却过程中,铸件横截面和厚薄不同之处由于存在着温度差而产生的铸造应力,称之为热应力。铸件横截面内外,厚薄不同之处冷却速度有差异,致使有温度差而导致固态收缩速率不致辞而相互制约,从而产生了热应力。
机械应力机械应力是铸件在冷却收缩时,受到铸型或型芯的阻碍而引起的,这种应力是拉应力或切应力。当铸件落砂、清理后,铸件收缩的障碍去除,机械应力随之消失。
铸造应力消除
铸造中消除为能减少铸造热应力,除了力求铸件壁厚均匀,结构合理外,从工艺上可采取以下措施减少铸件冷却过程中各部分的温差:
1. 在铸件厚实部分放置冷铁或蓄热系数较大的型砂如碳素砂、镁砂等,加快这些部分的冷却速度。
2.在铸件厚大部分附近的型砂中埋设钢管,管内 通压缩空气或水进行强制冷却; 如大型铸件地坑造型 时,在厚实部分放置冷铁,并在冷铁下方再放置冷却 器进行强制冷却。
3.铸件凝固后,在达到弹性状态以前,去掉铸件厚实部分的型砂或砂芯,使之暴露于空气中快速冷却,甚至吹压缩空气或浇水进一步加速其冷却。
4.将内浇口开在铸件较薄部分,使铸件各部分的冷却速度趋于一致。
5.提高铸型温度,使整个铸件缓慢冷却,以减少铸件各部分的温差。
6.确定合理的落砂规范,使铸件在型中冷却到合适的温度然后再落砂。
7.对于要求冷却十分缓慢的铸件,可以在红热状态下开箱,并尽快装入预先加热到500~600°C的保温炉或焖火坑中,使铸件各部分温度趋于一致,然后随炉缓冷到200~250°C出炉。
铸造后消除冷却后的铸件若残留有较大的内应力,或对尺寸稳定性要求较高的铸件,可用消除内应力的方法处理:
1.自然时效处理。将铸件露天放置半年至一年多,可以自然但非常缓慢地变形,使残留应力松弛或大部分消除。虽然不需要任何附加设备,但生产周期长占地面积大,而且消除残留应力不彻底。
2.加热时效处理。将铸件加热到合金的弹塑性状态的温度范围,保持一段时间,待应力消失后,再缓慢冷却到常温。
加热消除加热速度、时效温度、保温时间和冷却速度等一系列工艺参数,要根据合金性质、铸件结构和原始冷却条件的特点来规定。
1. 装炉温度和加热速度。在装炉和加热过程中,铸件各部分温度升高不一致时,就会产生新的热应力。如果薄的部分或外层温度上升较快,而厚的部分或内层温度上升较慢,则薄处或外层产生新的压应 力,而厚处或内层产生新的拉应力。这种新的应力与残留热应力方向一致。
为了防止因装炉和加热过程中产生过大的临时热应力而导致铸件开裂,应限制装炉温度和加热温度,特别是对于残留热应力较大铸件,装入冷炉中。如果必须装入热炉中,在装炉时应把铸件薄壁部分放在炉温较低处,把铸件厚壁部分放在温度较高处,以减小临时热应力。在某些情况下,即使铸件各部分温度上升比较均匀,也可能出现裂纹。这是因为合金强度随温度上升而降低的速度大于应 力消失速度的缘故。
2. 时效温度和保温时间。时效温度应在铸铁的弹塑性状态温度范围内。温度过高易发生渗碳体分解,降低铸铁的硬度和耐磨性;温度过低则需延长保温时间,使铸件各部分温度一致并消除残留应力。
3. 冷却速度和出炉温度。在冷却过程中应防止铸件各部分温差过大而产生新的残留热应力,因此要限制冷却温度。在 350°C以上,对于一般铸件,采用30°C/h左右的冷却速度;对于精密工具机床和仪器 铸件,采用18°C/h左右的冷却速度。在350°C以下可以采用较快的冷却速度。一般情况下,加热时效是在零件粗切削加工以后进行的,这既有利于原有残留应力的消除,又可以避免时效后的铸件经粗加工时产生新的残留应力。时效炉炉温均匀与否,对消除原残留应力和不再形成新的残留应力有很大关系。时效炉的温度差应尽可能小。
测量方法
钻孔法该方法的基本原理是以机械加工或其他方法在有一定残余应力的铸件表面形成一小盲孔。由于钻孔使孔周围的残余应力部分或全部释放并造成相应的位移与应变,在盲孔周围的某些部位利用一定的装置测量这些位移或应变,再通过力学分析推算出原始存在的残余应力的大小。钻孔法随着研究的不断进展,出现了很多种方法,如机械测长法、电阻应变仪法、应用脆性涂层的方法以及用、小颗粒空气流高速 冲击试件表面形成小盲孔的气流磨蚀法等。钻孔法是工程中最通用的一种残余应力测定方法,其操作方便且可靠性好,但测量的反应速度慢、其测量精度受很多因素的影响,如基本力学模型、孔边的塑性变形、钻孔附加应变及操作误差,所以要求测量技术人员要具有扎实的理论知识和操作技术。
剥层法剥层法是采用铣、研磨、腐蚀、电解腐蚀或电火花剥蚀等方法对已磨削平整的表面进行逐层剥除,从而使表面残余应力释放,引起铸件产生变形,测量其变形量的大小,再根据弹性力学理论推算出被剥层内的应力。这种方法的优点是可以测定厚度上梯度较大的内应力,主要用于飞机制造中的整体结构件的残余应力测试,但存在着一定的局限 性。
压痕法压痕法测定残余应力是在工件待测点中心放置轴承钢球,通过冲击或静压的方法,施加一定的冲击功或静压力,使其在工件表面产生直径的球冠形压痕,在压痕周围产生一定的叠加应力并形成一定的应变,由压痕周围的应变花测得该应变值。根据叠加应力场引起的应变增量来计算原始的残余应力。此方法基本上不损坏被测构件,设备简单,操作方便,适用于应力梯度变化大的场合,是一种有发展前景的残余应力测定方法。
X 射线衍射法构成材料的各晶粒上施加弹性应力时,晶粒内的特定晶面的面间距会发生变化。X射线衍射法的检测原理为利用X射线对晶体晶格的衍射发生干涉现象。由此可求出晶格的面间距并推算出残余应力。在无损测定残余应力的方法中X射线衍射法的技术最为成熟,它可以测量出应力的绝对值,但测量的深度较浅。为了测量较深处的残余应力可以利用和X射线衍射法原理相同的中子衍射法,其探测精度较好。
超声波法材料受应力作用时会直接影响弹性波在其内部的传播速度。超声波法就是利用超声波波速与应力之间的关系测量受应力物体的残余应力。超声波法在铸件残余应力测试中可以测量结构应力和表淬残余应力,但其测量精度低只能测试残余应力值大的铸件。最近,将超声技术和红外热像技术相结合的超声热像技术脚,可以很灵敏和迅速地对缺陷或结构和应力不均匀的区域进行检测,充分利用了两种技术的优点。
热评价法和磁力法物体的比热是随应力而变化的,如果能够精确控制注人构件表面能量 并准确测量由此而产生的温升,就可以得到一条与构件残余应力相关的温度曲线。热评价残余应力测定方法就是利用应力将会引起物体的比热发生变化的原理而形成的。铁磁性材料内部存在大小不同的磁畴应力和外加磁场可改变磁畴的大小,从而使物体的尺寸与磁力性能发生变化。根据这种变化可以推测出残余磁性与应力的变化关系,这两种方法的发展前景很好,测量速度快,无辐射危险。
铸造应力相关的文章

癫痫是指由脑部神经元的过度放电引起的一种急性、反复发作、短暂性、重复性、刻板性的脑功能紊乱。癫痫发作是由脑部神经元的过度放电引起的。分为特发性癫痫、症状性癫痫,隐源性癫痫,症状性癫痫最常见的病因有脑血管疾病、脑外伤、发育异常、感染、肿瘤和退行性病变、寄生虫等。癫痫发作表现为意识、运动、植物神经和精神
大理国(白语:Dablit guaif,937年—1094年,1096年—1254年),是中国西南地区的最后一个王国。大理国由白族首领段思平所建立,其政治中心位于洱海一带,首都为羊苴咩城(今云南大理市大理镇),疆域包括今中国云南省及其周边地区、缅甸北部、老挝北部等地,与南诏疆域大致相同。
《神雕侠侣》是作家金庸创作的长篇武侠小说,是金庸“射雕三部曲”系列的第二部(第一部为《射雕英雄传》,第三部为《倚天屠龙记》)。小说于1959年5月20日在香港《明报》连载,1961年完结。小说有“明报版”“修订版”两个版本,其中“修订版”包括1976年的修订本(后由三联出版社出版),和2003年的新

剑桥大学世界著名的公立研究型大学剑桥大学(英文名称:University of Cambridge;勋衔:Cantab),坐落于英国剑桥,是一所世界著名的公立研究型大学,采用书院联邦制。其与牛津大学、伦敦大学学院、帝国理工学院、伦敦政治经济学院同属“G5超级精英大学”。剑桥大学是英语世界中第二古老的大学,前身是一个于1209年成立的学者协会。八百多年的校史汇聚了牛顿、开尔文、麦克斯韦、玻尔、霍金、
王重阳,全真派创派祖师,天下五绝之首的“中神通”,身材甚高,腰悬长剑,风姿飒爽,英气勃勃,飘逸绝伦。是“老顽童”周伯通的师兄、“全真七子”的师父。王重阳也是一个独步武林的奇才,具绝代天资,武功造诣深不可测,已经达到出神入化的地步,世称“天下第一”。早年是位抗金英雄,事败后出家修道,在终南山创立全真教,在武林中享有“天下武学正宗”的美誉。在“华山论剑”之时,力挫四绝,夺得“天下第一高手”之称和道家至高的武学宝典《九阴真经》。临终前更是以“一阳指”重创“西毒”欧阳锋,使之数十年不敢踏入中原。

尚可名片
这家伙太懒了,什么都没写!
作者


