硬质合金锯片作为硬质合金刀具类产品是专为切断和开槽金属材料制成的,是木制品加工最常用的刃具,硬质合金锯片的质量与加工产品的质量有密切关系。
精选百科
本文由作者推荐

硬质合金锯片
用于切断和开槽金属的刃具
中文名
硬质合金锯片
功能
专为切断和开槽金属材料制成的
代号YG
钨钴类
代号YT
钨钛类
简介
正确的合理地选用硬质合金锯片对于提高产品质量、缩短加工周期、减少加工成本具有重要的意义。

硬质合金锯片
锯片的选择
硬质合金种类的选择硬质合金常用的种类有钨钴类(代号YG)、钨钛类(代号YT)。由于钨钴类的硬质合金抗冲击性较好,在木材加工行业中使用更为广泛。木材加工中常用的型号为YG8-YG15,YG后面的数字表示钴含量的百分数,钴含量增加,合金的抗冲击韧性和抗弯强度有所提高,但硬度和耐磨性却有所下降,要根据实际情况加以选用。
基体的选择1. 65Mn弹簧钢弹性及塑性好,材料经济,热处理淬透性好,其受热温度低,易变形可用于要求切削要求不高的锯片。
2. 碳素工具钢含碳高导热率高,但受200℃-250℃温度时其硬度和耐磨性急剧下降,热处理变形大,淬透性差,回火时间长易开裂。为刀具制造经济材料如T8A、T10A、T12A等。
3. 合金工具钢与碳素工具钢相比,耐热性,耐磨性好,处理性能较好,耐热变形温度在300℃-400℃适宜制造高档合金圆锯片。
4. 高速工具钢具有良好淬透性,硬度及刚性强,耐热变形少,属超高强度钢,热塑性稳定适宜制造高档超薄锯片。
直径的选择锯片直径与所用的锯切设备以及锯切工件的厚度有关。锯片直径小,切削速度相对比较低;锯片直径大对锯片和锯切设备要求就要高,同时锯切效率也高。锯片的外径根据不同的圆锯机机型选择使用直径相符的锯片。
标准件的直径有:110MM(4寸)、150MM(6寸)、180MM(7寸)、200MM(8寸)、230MM(9寸)、250MM(10寸)、300MM(12寸)、350MM(14寸)、400MM(16寸)、450MM(18寸)、500MM(20寸)等,精密裁板锯的底槽锯片多设计为120MM。
齿数的选择锯齿的齿数,一般来说齿数越多,在单位时间内切削的刃口越多,切削性能越好,但切削齿数多需用硬质合金数量多,锯片的价格就高,但锯齿过密,齿间的容屑量变小,容易引起锯片发热;另外锯齿过多,当进给量配合不当的话,每齿的削量很少,会加剧刃口与工件的磨擦,影响刀刃的使用寿命。通常齿间距在15-25mm,应根据锯切的材料选择合理的齿数。
厚度的选择锯片的厚度从理论上我们希望锯片越薄越好,锯缝实际上是一种消耗。合金锯片基体的材料和制造锯片的工艺决定了锯片的厚度,厚度过薄,锯片工作时容易晃动,影响切削的效果。选择锯片厚度时应从锯片工作的稳定性以及锯切的材料去考虑。有些特殊用途的材料要求的厚度也是特定的,应该按设备要求使用,如开槽锯片、划线锯片等。
齿形的选择常用的齿形有左右齿(交替齿)、平齿、梯平齿(高低齿)、倒梯形齿(倒锥形齿)、燕尾齿(驼峰齿)、以及并不多见的工业级的三左一右、左右左右平齿等。
1. 左右齿运用最为广泛,切削速度快,修磨相对简单。适用于开料和横锯各种软、硬实木型材和密度板、多层板、刨花板等。装有防反弹力保护齿的左右齿即为燕尾齿,适用于纵向切割各种有树节的板材;带有负前角的左右齿锯片由于锯齿锋利、锯切质量好,通常用于贴面板的锯切。
2. 平齿锯口较粗糙,切削速度较慢,修磨最为简单。主要用于普通木材的锯切,成本较低,多用于直径较小的铝用锯片,以保持切削时减少粘连,或用于开槽锯片以保持槽底平整。
3. 梯平齿是梯形齿和平齿的组合,修磨比较复杂,锯切时可减少贴面崩裂现象,适用于各种单双贴面人造板、防火板的锯切。铝用锯片为了防止粘连也多用梯平齿的齿数较多的锯片。
4. 倒梯齿常用于裁板锯底槽锯片中,在锯切双贴面的人造板时,槽锯调整厚度完成底面的开槽加工,再由主锯完成板材的锯切加工,以防止锯口出现崩边现象。
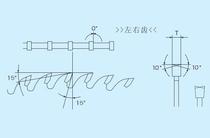
5. 齿形的示例图片如下:
| 1、左右齿形 | 交替齿
硬质合金锯片 |
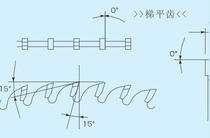
| 2、梯平齿 | 梯平齿
硬质合金锯片 |
| 3、燕尾齿 | 防反弹燕尾齿
硬质合金锯片 |
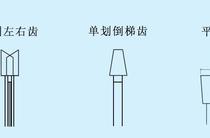
| 4、平齿、倒梯齿 | 其他齿形
硬质合金锯片 |

综上所述,锯切实木、刨花板、中密板应选左右齿,能锐利地将木纤维组织切断,切口平滑;为了保持槽底平整的开槽,则用平齿齿形或者用左右平组合齿;锯切贴面板、防火板一般选择梯平齿,电脑开料锯由于锯切切率大,用的合金锯片直径和厚度都比较大,直径在350-450mm左右,厚度在4.0-4.8mm之间,多数采用梯平齿,以减少崩边、锯痕。
锯齿角度的选择锯齿部分的角度参数比较复杂,也最为专业,而正确选择锯片的角度参数是决定锯切质量的关键。最主要的角度参数是前角、后角、楔角。
前角主要影响锯切木屑所消耗的力。前角越大锯齿切削锐度越好,锯切越轻便,推料越省力。一般被加工材料材质较软时,选较大的前角,反之则选较小的前角。
锯齿的角度就是锯齿在切削时的位置。锯齿的角度影响着切削的性能效果。对切削影响最大的是前角γ、后角α、楔角β。前角γ是锯齿的切入角,前角越大切削越轻快,前角一般在10-15℃之间。后角是锯齿与已加工表面的之间的夹角,其作用是防止锯齿与已加工表面发生摩擦,后角越大则摩擦越小,加工的产品越光洁。硬质合金锯片的后角一般取值15℃。楔角是由前角和后角派生出来的。但楔角不能过小,它起着保持据齿的强度、散热性、耐用度的作用。前角γ、后角α、楔角β三者之和等于90℃。
孔径的选择孔径是相对简单的参数,主要是根据设备的要求选择,但为了保持锯片的稳定性,250MM以上的锯片最好选用孔径较大的设备。目前国内设计的标准件的孔径,120MM及以下直径多为20MM孔,120-230MM多为25.4MM孔,250以上多为30孔径,部分进口设备也有15.875MM孔的,多片锯机械孔径相对复杂,多设有键槽以保证稳定性。无论孔径大小,都可以通过车床或线切割机进行改造,车床可以车垫圈套在大孔径内,线切割机可以扩孔为设备所需要求。
合金刀头的种类、基体的材质、直径、齿数、厚度、齿形、角度、孔径等一系列参数组合成硬合金锯片的整体,要合理选择和搭配才能更好地发挥它的优势。
锯片说明
由于主要的材料由钨钢组成,所以也称为钨钢锯片。
硬质合金锯片包含合金刀头的种类、基体的材质、直径、齿数、厚度、齿形、角度、孔径等多个参数,这些参数决定着锯片的加工能力和切削性能。选择锯片时要根据锯切材料的种类、厚度、锯切的速度、锯切的方向、送料速度、锯路宽度需要正确选用锯片。
锯片的使用与维护
硬质合金作为现代工业的牙齿,用途十分广泛。按照具体使用情况和切削环境,选择不同牌号生产的硬质合金刀片切削性能也不同。硬质合金圆锯片铣刀适用于切割合金结构钢,渗碳钢,高速钢,弹簧钢等硬质合金材料,以及各种铝材。硬质合金剧片使用维护注意如下:
1.硬质合金锯片铣刀采用整体硬质合金精致而成,有锋利且敏感的刃口,因此在锯片的移动、安装及拆卸过程中,必须小心保护合金头免受损伤。1.硬质合金圆盘锯片的合金头具有锋利且敏感的刃口,因此在锯片的移动、安装及拆卸过程中,必须小心保护合金头免受损伤。
2.定期检查机器主轴的径向跳动(±0.02mm),以及摆幅(±0.01mm)。
3.锯片安装前必须清除主轴及法兰盘上的杂物。法兰盘表面应平整、干净与轴相互垂直相交。
4.使用尽可能最大的法兰盘能使锯片的运转更加平稳,法兰盘大小要一致,法兰盘大小为锯片直径1/3锯切效果更佳。
5.锯片在安装平稳后应空转30秒,在确定一切正常后再开始切削工作。
6.锯片在安装时法兰盘螺母一定要松紧适中,过松锯片在旋转切削时将会打滑,过紧锯片会有内伤或变形影响切削效果。
7.锯片在切削前操作者必须带好防护用品(防护眼镜、防尘口罩、安全帽、防护手套)并检查锯机防护罩是否完好。
8.必须经常性清除聚集在锯齿及锯板侧面的树脂、碎屑等杂物,因为粘着物不断累计,会增大阻力,造成高耗能(极端情况下,会造成机器马达的烧毁)以及粗糙的切削质量。如果同时刃口较钝,就有可能造成锯齿的损伤。
9.清洗时应避免使用腐蚀性溶剂,锯片长时间不使用时,应清洗刃磨,打油作防锈处理后,放在原装的纸盒内再妥善放置。
应用
1. 应用:切割木材、铝型材等
2. 配合电动工具:电锯、型材切割机。
3. 分类:
1)木材用的硬质合金锯片:主要用于切割木材,其齿型为斜齿,并以左右两边排列,所以这种齿型叫“左右齿”,又叫“XYX齿”。
2)铝型材用的硬质合金锯片:主要用用切割铝材,其齿型为平齿,前后两个齿是平行排列的,所以这种齿型叫“平齿”,又叫“TP齿”。
硬质合金锯片相关的文章

玉山铁二(1980年4月7日出生于日本京都府城阳市)是一位日本影视男演员。他毕业于京都府立西城阳高中,并于1999年通过出演个人首部电视剧《麻辣女教师》正式进入演艺圈。2001年,他参演了特摄剧《百兽战队牙吠联者》。2004年,玉山铁二首次担任主演,出演运动电影《功夫棒球》,在片中饰演不屈斗志。20

乌鲁木齐,维吾尔语:“ئۈرۈمچىشەھىرى”,简称乌市,旧称迪化,是中华人民共和国新疆维吾尔自治区辖地级市,首府城市,,位于新疆中北部。截至2022年末,乌鲁木齐市域面积13788平方千米,下辖7个市辖区、1个县,常住人口408.24万人。


尚可名片
这家伙太懒了,什么都没写!
作者