
直柄立铣刀的柄部为圆柱形,区别于锥形铣刀,主切削刃是圆柱面上,端面上的的切削刃是副刀刃。工作时不能沿着铣刀的轴向作进给运动。按照国家标准规定:立铣刀直径为2-50毫米,可分为粗齿与细齿两种。直径2-20为直柄范围,直径14-50为锥柄范围。铣刀形状有很多种,普通铣床和数控铣床加工槽与直线轮廓、铣镗加工中心上加工型腔、型芯、曲面外形/轮廓用。
精选百科
本文由作者推荐

直柄立铣刀
柄部为圆柱形的铣刀
中文名
直柄立铣刀
外文名
straight shankend slotting cutter
类别
粗齿与细齿
分类
立铣刀、键槽铣刀
直径
2-50毫米
分类
按用途可分为立铣刀和键槽铣刀。
立铣刀又有粗齿和细齿之分,一般的有三条切削刃的直柄立铣刀称为粗齿铣刀,粗齿直柄立铣刀适用于一般端面凹槽和台阶的粗铣加工。由于该刀具切削刃较细齿立铣刀少,螺旋角增大,因而切削刃强度好,排屑易,加工效率高。铣刀用高速钢制造。多于三条切削刃(如四条或五条)的直柄立铣刀称为细齿铣刀。细齿直柄立铣刀适用于一般端面的半精切和精切工作。铣刀用高速钢制造。
键槽铣刀是一种铣削刀具,刃径极限误差分e8,d8两种。键槽铣刀螺旋角小、槽深、近似直线折背,和麻花钻有点相似。

立铣刀

键槽铣刀
键槽铣刀不能加工平面,而立铣刀可以加工平面,主要用于加工键槽与槽,键槽铣刀对铣键槽很好用.。键槽铣刀的切削量要比立铣刀大。
安装
加工中心用立铣刀大多采用弹簧夹套装夹方式,使用时处于悬臂状态。在铣削加工过程中,有时可能出现立铣刀从刀夹中逐渐伸出,甚至完全掉落,致使工件报废的现象,其原因一般是因为刀夹内孔与立铣刀刀柄外径之间存在油膜,造成夹紧力不足所致。立铣刀出厂时通常都涂有防锈油,如果切削时使用非水溶性切削油,刀夹内孔也会附着一层雾状油膜,当刀柄和刀夹上都存在油膜时,刀夹很难牢固夹紧刀柄,在加工中立铣刀就容易松动掉落。所以在立铣刀装夹前,应先将立铣刀柄部和刀夹内孔用清洗液清洗干净,擦干后再进行装夹。
当立铣刀的直径较大时,即使刀柄和刀夹都很清洁,还是可能发生掉刀事故,这时应选用带削平缺口的刀柄和相应的侧面锁紧方式。
立铣刀夹紧后可能出现的另一问题是加工中立铣刀在刀夹端口处折断,其原因一般是因为刀夹使用时间过长,刀夹端口部已磨损成锥形所致,此时应更换新的刀夹。
刀具振动
由于铣刀与刀夹之间存在微小间隙,所以在加工过程中刀具有可能出现振动现象。振动会使铣刀圆周刃的吃刀量不均匀,且切扩量比原定值增大,影响加工精度和刀具使用寿命。但当加工出的沟槽宽度偏小时,也可以有目的地使刀具振动,通过增大切扩量来获得所需槽宽,但这种情况下应将立铣刀的最大振幅限制在0.02mm以下,否则无法进行稳定的切削。在正常加工中立铣刀的振动越小越好。
当出现刀具振动时,应考虑降低切削速度和进给速度,如两者都已降低40%后仍存在较大振动,则应考虑减小吃刀量。
如加工系统出现共振,其原因可能是切削速度过大、进给速度偏小、刀具系统刚性不足、工件装夹力不够以及工件形状或工件装夹方法等因素所致,此时应采取调整切削用量、增加刀具系统刚度、提高进给速度等措施。
相关概念
切削速度切削速度的选择主要取决于被加工工件的材质;进给速度的选择主要取决于被加工工件的材质及立铣刀的直径。国外一些刀具生产厂家的刀具样本附有刀具切削参数选用表,可供参考。但切削参数的选用同时又受机床、刀具系统、被加工工件形状以及装夹方式等多方面因素的影响,应根据实际情况适当调整切削速度和进给速度。
当以刀具寿命为优先考虑因素时,可适当降低切削速度和进给速度;当切屑的离刃状况不好时,则可适当增大切削速度。
逆顺铣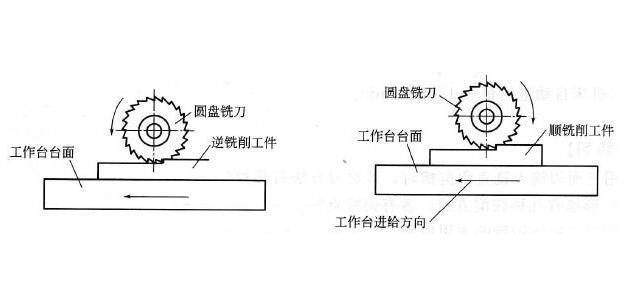
顺铣和逆铣示意图
采用顺铣有利于防止刀刃损坏,可提高刀具寿命。但有两点需要注意:①如采用普通机床加工,应设法消除进给机构的间隙;②当工件表面残留有铸、锻工艺形成的氧化膜或其它硬化层时,宜采用逆铣。直柄立铣刀相关的文章

电影《被嫌弃的松子的一生》(日语:嫌われ松子の一生)改编自山田宗树所著同名小说,由中岛哲也编剧、导演,石田雄治、佐谷秀美、间濑泰宏、小玉圭太等主演,于2006年5月27日在日本首映。
高脂蛋白血症是指血浆中胆固醇和(或)三酰甘油水平升高。高脂蛋白血症按病因分为原发性和继发性。原发性高脂蛋白血症的发生,与基因突变和环境因素有关。继发性高脂蛋白血症的发生,与全身性疾病、药物影响有关。高脂蛋白血症,主要是引起皮肤黄色瘤和动脉粥样硬化,表现为眼睑周围出现小黄粒;胸痛、气促、头晕、便秘、腹
小编整理:基督教(Christians)是奉耶稣基督为救世主的教派,包括天主教、新教、东正教等。基督教一般认为,其基本教义都是出自于《圣经》。基督教一般认为,上帝的三位一体:基督教作为一神论的特色是基督教的神是“三位一体”的神,同一个上帝具有三个位格:圣父、圣
环颈雉(Phasianus colchicus),别名雉鸡、野鸡、山鸡,雉科雉属鸟类。体长一般为590~870毫米,体重880~1659克。雄鸟体大,羽色随亚种不同而艳丽多变,头侧各具一耳羽簇,面部裸露皮肤呈红色,头颈暗蓝绿色,部分具白色颈圈或仅有痕迹,体羽为斑驳而泛紫光的栗色至金棕色,尾羽长,其上
寺院,汉语词语,读音sì yuàn;意思是指供奉佛菩萨的庙宇场所,有时也指其他宗教的修道院。但一般是指佛教进行宗教活动的场所。寺院是出家人进行宗教活动的场所,是佛教信徒顶礼膜拜的地方,也是出家僧众修行的所在,后来逐步发展为具有多种综合功能的建筑群。

尚可名片
这家伙太懒了,什么都没写!
作者
