机械加工过程中,将工件上待加工表面的多余金属通过机械加工的方法去除掉,获得设计要求的加工表面,零件表面预留的(需切除掉的)金属层的厚度称为加工余量。
精选百科
本文由作者推荐
加工余量
零件表面预留的金属层厚度
中文名
加工余量
外文名
Machining allowance
类型
工序余量、加工总余量
影响因素
前工序的尺寸公差Ta等
应用领域
零件加工
学科
机械制造
概念
在机械加工过程中从加工表面切除的金属层厚度称为加工余量。加工余量分为工序余量和加工总余量。
工序余量工序余量是指某一表面在一道工序中被切除的金属层厚度,即相邻两工序的工序尺寸之差。
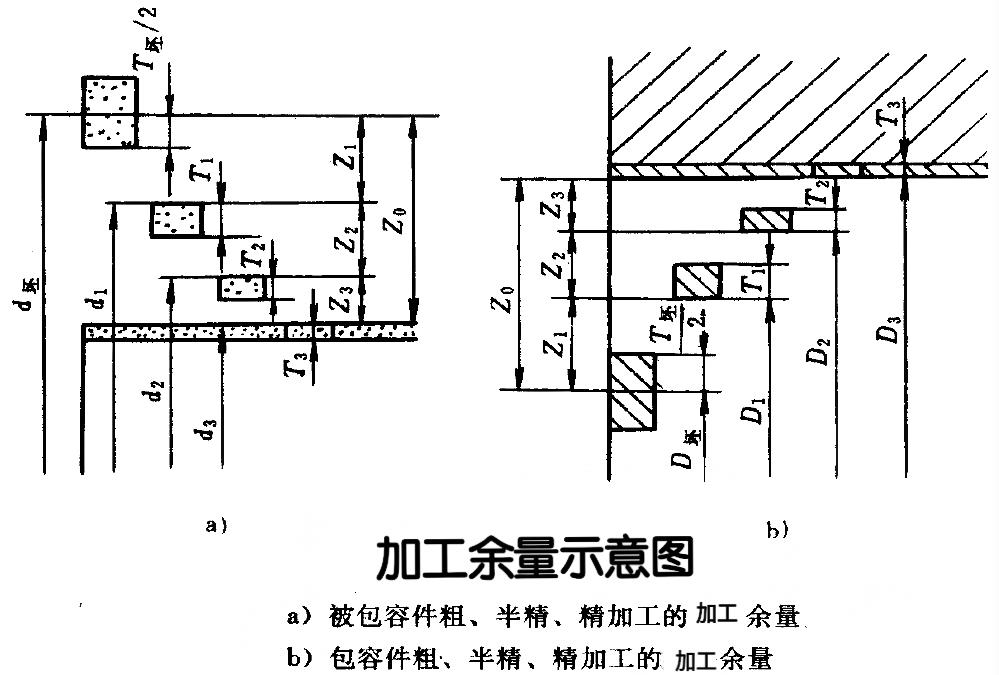
由于工序尺寸有公差,实际上同一批工件所切除的余量是变化的,因此余量有基本余量(或称公称余量、名义余量)、最大余量和最小余量之分。从加工表面是否具有对称性,工序余量还有单边余量和双边余量之分。工序尺寸及公差一般均按“入体原则”标注,对被包容尺寸(如轴径),其公称尺寸即为最大工序尺寸,上极限偏差为0;对包容尺寸(如孔径,槽宽),其公称尺寸则为最小工序尺寸,下极限偏差为0。对孔距类工序尺寸和毛坯尺寸,一般按对称偏差标注。
(1)工序余量的计算
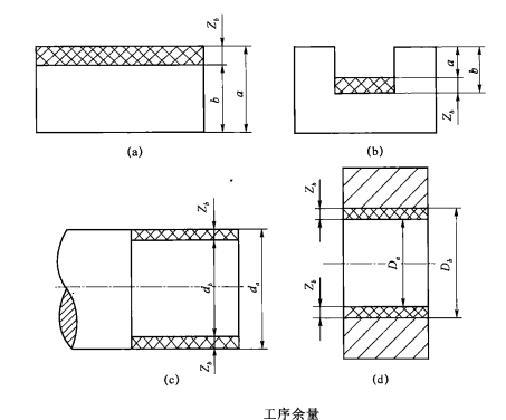
工序余量有单边余量和双边余量之分。对于右图(a)(b)所示的平面等非对称表面,工序余量为单边余量,它等于实际切除的金属层的厚度。对于右图(c)和(d)所示的外圆和孔等对称表面,工序余量为双边余量,即以直径方向计算,实际切除的金属层厚度为工序余量的一半。
1.单边余量:
外表面:

内表面:

2.双边余量:
外表面(轴):

内表面(孔):

式中,







工序余量
(2)基本余量、最大余量、最小余量及余量公差由于毛坯制造和零件加工时都有尺寸误差,因此加工余量也是个变动值。
当工序尺寸用基本尺寸计算时,所得的加工余量称为基本余量或公称余量。
最小余量是保证该工序加工表面的精度和质量所需切除的金属层最小厚度。最大余量是该工序余量的最大值。余量公差是加工余量的变动范围,等于最大余量与最小余量的差值,也等于前工序与本工序两工序尺寸公差之和。下图表明了加工余量与工序尺寸及公差的关系。
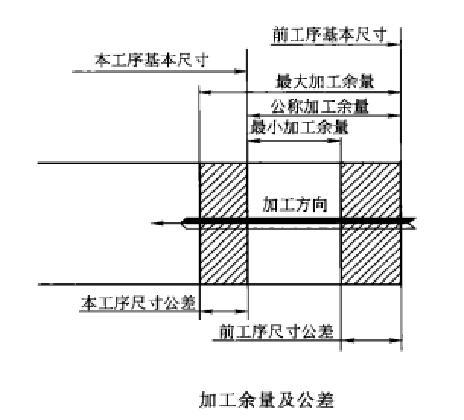
加工余量与公差
工序尺寸公差带的布置一般都采用“单向、入体”原则,即对于被包容面(轴类),公差都标成下偏差,取上偏差为零,工序基本尺寸即为最大工序尺寸;对于包容面(孔类),公差都标成上偏差,取下偏差为零。但是,孔中心距尺寸和毛坯尺寸的公差带一般都取双向对称布置。加工总余量加工总余量是指由毛坯变为成品的过程中,在某加工表面上所切除的金属层总厚度,即毛坯尺寸与零件图设计尺寸之差2,也等于该表面各工序余量之和。总余量和工序余量的关系为:




影响因素
影响加工余量的因素是多方面的,主要如下:
(1)前道工序的表面粗糙度

(2)前道工序的尺寸公差

(3)前道工序的形位误差

(4)本工序的安装误差

因此,本工序的加工余量必须满足下式:
对称余量:


确定方法
加工余量的大小直接影响零件的加工质量和生产效率。加工余量过大,不仅增加机械加工的劳动量,降低生产效率,而且增加材料、工具和电力等的消耗,增加成本。但是加工余量过小,又不能保证消除前工序的各种误差和表面缺陷,甚至产生废品。因此,必须合理地确定加工余量。其确定方法如下。
(1)查表法:根据有关手册提供的加工余量数据,再结合本厂实际生产情况加以修正后确定加工余量。这是各工厂广泛采用的方法。
(2)经验估计法:根据工艺人员本身积累的经验确定加工余量。一般为了防止余量过小而产生废品,所估计的余量总是偏大。该方法常用于单件、小批量生产。
(3)分析计算法:根据理论公式和一定的试验材料,对影响加工余量的各因素进行分析、计算来确定加工余量。这种方法较合理,但需要全面可靠的试验资料,计算也较复杂,一般只在材料十分贵重或少数大批、大量生产的工厂中采用。
加工余量相关的文章

茼蒿(Glebionis coronaria(L.)Cass. ex Spach),别名艾菜、蓬蒿、菊花菜、蒿菜、同蒿菜,为菊科(Asteraceae)筒蒿属(Glebionis)植物。茼蒿原产于地中海到中亚和阿拉伯半岛地区,引种于世界各地,如澳大利亚,印度,德国,法国,老挝,越南,韩国,俄罗斯等地
《射雕英雄传》是金庸所著长篇武侠小说,是“射雕三部曲”之首(后两部为《神雕侠侣》和《倚天屠龙记》)。小说从1957年1月1日起在《香港商报》连载,1959年10月19日完结。
科威特国(阿拉伯语:دولةالكويت,英语:The State of Kuwait),简称科威特(阿拉伯语:الكويت),是一个位于西亚地区阿拉伯半岛东北部、波斯湾西北部的君主立宪国。在南部与沙特阿拉伯、北部与伊拉克分别接壤。同伊朗隔海相望,该国首都科威特城与该国名称同名。海岸线长290公

完颜洪烈是金庸武侠小说《射雕英雄传》中的人物,其历史人物原型是完颜忒邻。完颜忒邻是金章宗完颜璟的六儿子,其母为元妃李师儿,其被封为葛王,早殇。在原著中,在黄蓉的帮助下,完颜洪烈最后被擒拿,被成吉思汗斩首示众。

尚可名片
这家伙太懒了,什么都没写!
作者