
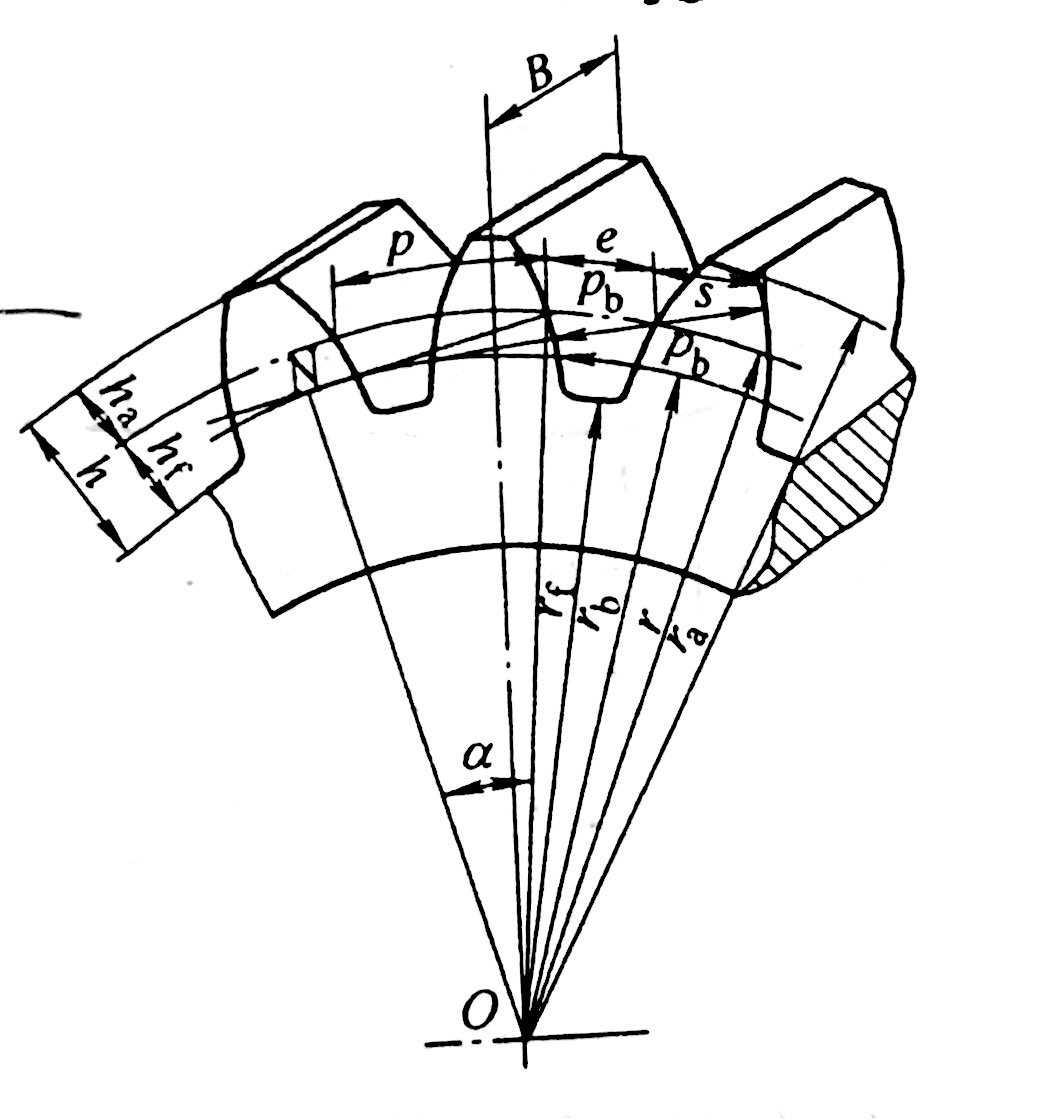
任意圆周上相邻两齿同侧齿廓之间的弧线长度称为该圆周上的齿距(pitch),以pi表示。在同一圆周上,齿距等于齿厚与齿槽宽之和,即:pi=si+ei
精选百科
本文由作者推荐
齿距
齿厚与齿槽宽之和
概念
任意圆周上相邻两齿同侧齿廓之间的弧线长度称为该圆周上的齿距(pitch),以


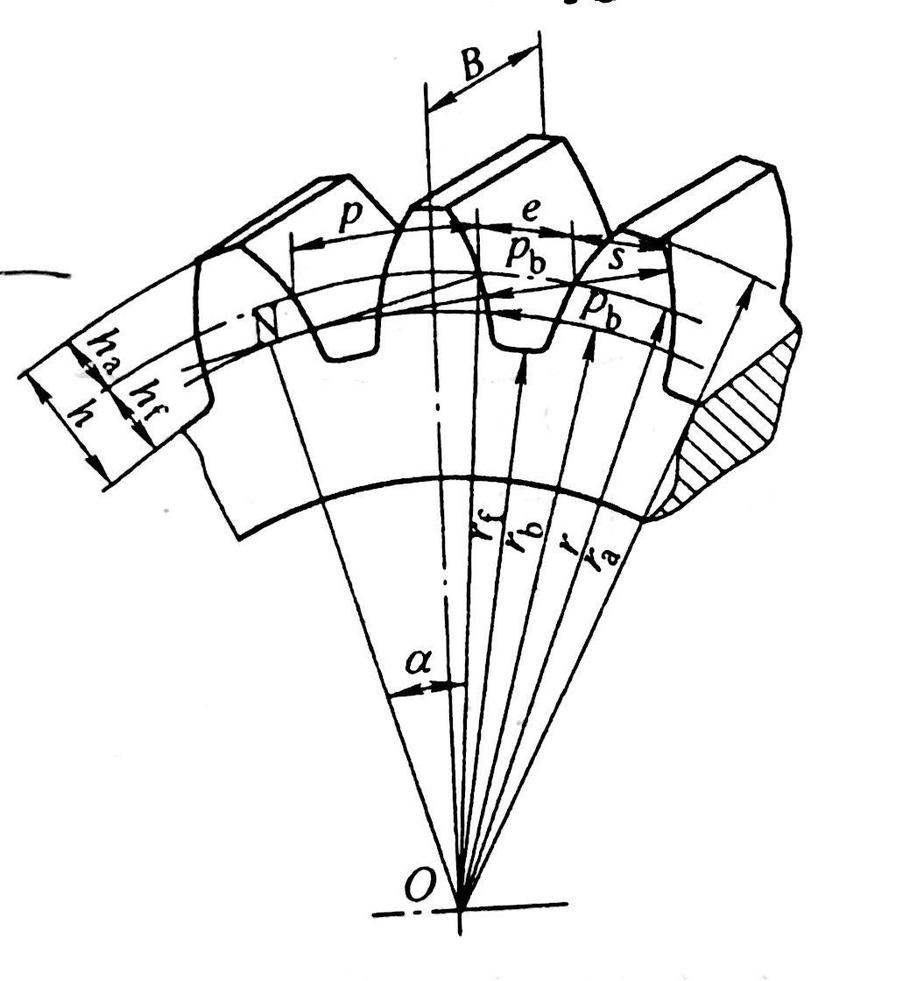
图1
相邻两齿同侧齿轮之间的发现长度称为
法相齿距
(normalpitch),以
基圆齿距

齿轮
齿距:

基圆齿距(法相齿距):

式中:


齿条计算
齿条上各同侧齿廓是平行的,所以在与分度线平行的各直线上其齿距相等(即

啮合
渐开线齿轮为了满足定传动比传动,应使处于啮合线上的各对轮齿都能同时进入啮合,为此两齿轮的
法相齿距应相等
,即:
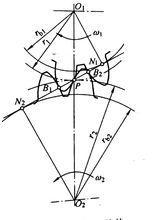
图2
式中




齿距
图3是一圆柱斜齿轮沿其分度线的剖开图。图中阴影部分为齿轮,空白部分为齿槽。由图可见:

式中:



图3


偏差
齿距偏差(

实际齿距
与公称齿距
之差,如图4所示。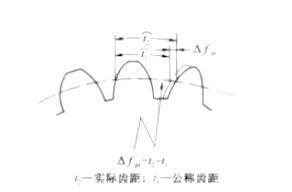
图4
用
相对法测量
的时候,公称齿距是指所有实际齿距的平均值
。
国标(GB10095)中
齿距
极限偏差的推荐值如图5中所示。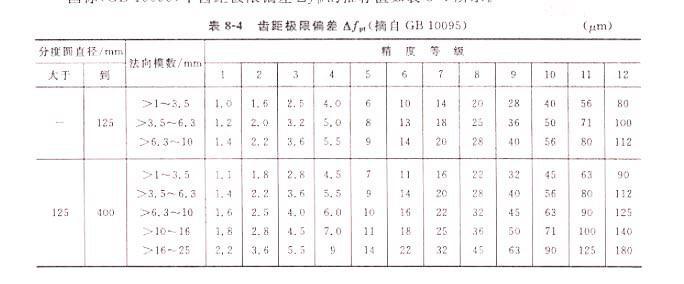
图5
在连续
范成发加工
(如滚齿)中,
揭露机床周期
误差的。而相对分度铣齿或单齿分度磨齿工艺
,
揭露加工中的分度误差
。通常在测量

偏差测量
齿距偏差的测量分为绝对测量法和相对测量法两种。
绝对测量法齿距偏差的绝对测量法是直接测出齿轮各齿的齿距角偏差,再换算成线值,其测量原理如图6所示。被测齿轮1同心地装在分度盘2上,其每次转角可由显微镜3读出,被测齿轮的分度定位由测量杆4和指示表5完成。测头在分度圆附近与齿面接触,每次转角都由指示表指零位,依次读出各齿距的转角。测量示例及数据处理如图7所示。
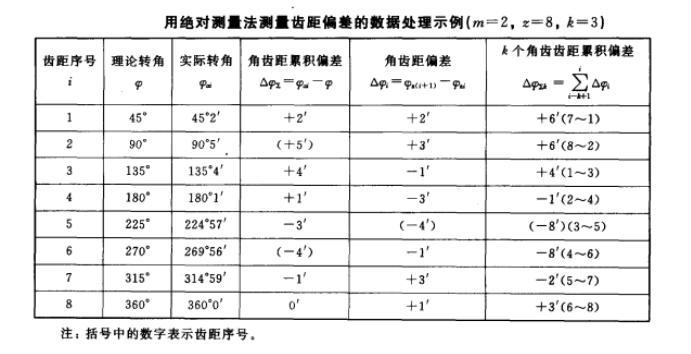
图7
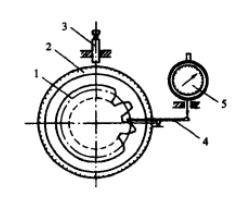
图6
相对测量法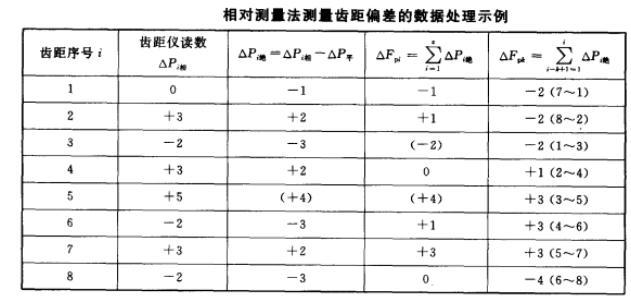
图9
齿距偏差的相对测量法一般是在万能测齿仪或齿距仪上进行测量的,如图8所示。齿距仪的测头3为固定测头,活动测头2与指示表7相连,测量时将齿距仪与被测齿轮平放在检验平板上,用两个定位杆4顶在齿轮顶圆上,调整测头2和3使其大致在分度圆附近接触,以任一齿距作为基准齿距并将指示表对零,然后对齿距进行逐个测量,得到各齿距相对于基准齿距的偏差

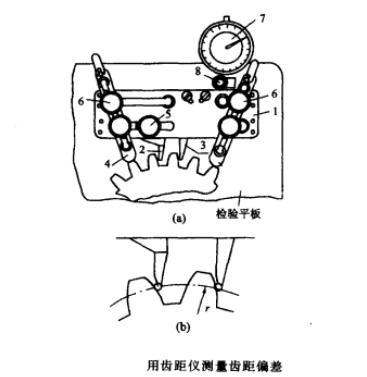
图8
再求出



齿距相关的文章


科幻文学郑军创作的科幻小说《科幻文学》是郑军创作的一部科幻小说。“科幻小说是20世纪很奇怪的一种文类,对于定义特别具有自觉性。虽然其他的人不见得这么敏感,但科幻小说的作者对如何定义它们特别具有意识。“本书通过文学的手法阐述科幻小说的写作手法,带领读者走进科幻世界。

巴尔米拉(Palmyra)是叙利亚沙漠上的一片绿洲,位于大马士革的东北方,是古代最重要的文化中心之一,保存大都市的许多纪念性建筑。巴尔米拉处于1世纪-2世纪几种文化的交汇处,所以它的艺术和建筑能够把古希腊罗马的技艺与本地的传统及波斯的影响巧妙地融合在一起。作为叙利亚的一张国家名片,有着2000多年历史的巴尔米拉古城被誉为“沙漠新娘”,一直是该国最值得骄傲的宝贵财富之一,1980年被联合国教科文组织列入世界文化遗产名录。这座古罗马风格的古城地处地中海东岸和幼发拉底河之间沙漠边缘的一片绿洲中,曾是古丝绸之路上

西辽(1124年~1218年)是中国历史上由契丹族在中国新疆和中亚地区建立的政权,历三世三帝二后,享国八十八年。西辽的建立者耶律大石是辽朝开国皇帝耶律阿保机的八世孙。耶律大石原本效力于天祚帝,在辽朝即将灭亡之际出奔。1124年,耶律大石称王,到达可敦城(今蒙古国布尔干省青托罗盖古回鹘城)建立根据地。1132年,耶律大石在叶密立城登基称帝,号“菊儿汗”,群臣又尊汉号为“天祐皇帝”,建元延庆,西辽正式建立。随后耶律大石向西域、漠北、中亚等地区扩张,建都于虎思斡鲁朵(今吉尔吉斯斯坦托克玛克东南布拉纳)。在114

张晏(元大德 —— 延佑年间),字彦清,邢台沙河人。张文谦之子,少有文学名,举进士,类官官御史中丞,赠陕西行省平章政事,封魏国公,谥号文靖。去世后葬于邢台市西的董村,有奎章阁学士、翰林待制虞集撰写的张氏新茔记,今墓地已毁。
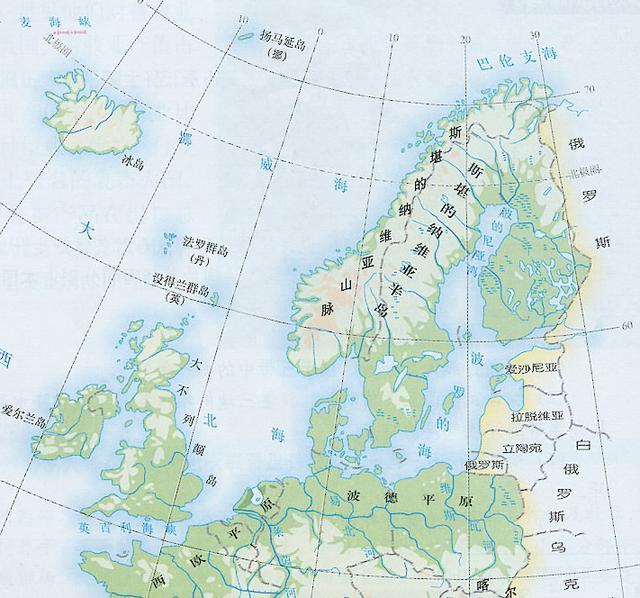
斯堪的纳维亚半岛(丹麦语:Skandinaviske halvø,瑞典语:Skandinaviska halvön,挪威语:Den skandinaviske halvøy,芬兰语:Skandinavian niemimaa),位于欧洲西北角,其濒临波罗的海、挪威海及北欧巴伦支海,与俄罗斯和芬兰北部接壤,北至芬兰,意为“斯堪的纳维亚人居住之地”。“斯堪的纳维亚”(Scandinavian)一词源自条顿语“skadino”,意为“黑暗”,再加上表示领土的后缀-via,全名意为“黑暗的地方”。因半岛 地处高纬

尚可名片
这家伙太懒了,什么都没写!
作者


