
磨削液是在磨削加工过程中,砂轮和材料之间既发生切削又发生刻划和划擦,产生大量的磨削热,磨削区温度可达400~1000℃左右,在这样的高温下,材料会发生变形和烧伤,砂轮也会严重磨损,磨削质量下降。在通常情况下磨削加工都会使用磨削液,将大量的磨削热带走,降低磨削区的温度。有效地使用磨削液可提高切削速度30%,降低温度到100~150℃,减少切削力l0%~30%,延长砂轮使用寿命4~5倍。
精选百科
本文由作者推荐

磨削液
用于工业生产用品降温的产品
中文名
磨削液
类别
工业生产用品
相关领域
加工业
作用
降温
简介
磨削液是磨削加工重要的配套材料,在磨削加工过程中,砂轮和材料之间既发生切削又发生刻划和划擦,产生大量的磨削热,与车削、铣刀等切削方式不同,车削、铣刀切削方式大约有70%~80%的热量聚集在切屑上流走,传入工件的约占10%~20%,传入刀具的则不到5%,但磨削加工由于被切削的金属较薄,大约60%~90%的热量被传入工件,仅有不到10%的热量被磨削带走,产生了大量的磨削热。在通常情况下磨削加T都会使用磨削液,减少切削力l0%~3O%,延长砂轮使用寿命4~5倍。
磨削液的四大作用:润滑、冷却、清洗、防锈作用,附带的作用有良好的乳化分散性能,良好的抗泡性能,良好的环境稳定性。对于高速磨削,由于磨除效率高,发热量大,因此对高速磨削液的润滑性及冷却性能要求很高,另外还应对磨削液的第二层功能,即防腐性、防火性、消泡性、无害性以及抗氧化安定性等加以足够重视。
产品构成
锯片磨削液主要由润滑剂、防锈添加剂、稳定剂等成份组成,广泛应用于硬质合金的各种磨削加工,具有润滑、防锈、防腐蚀、冷却等作用,本品润滑性佳,使用效果明显优于乳化液,可提高工件表面光洁度,不粘砂轮,降低砂轮磨损。溶液透明,易观察表面加工情况。防锈期达7天以上。
性能特征
润滑:可延长刀具使用寿命,提高加工件光亮度。
防锈:对于钢和铸铁制件都有较好的防锈能力,可完全取代工序间防锈。
冷却:快速降低加工件的温度。
清洗:对加工件遗留的钢屑、铁屑等有清洗作用,提高磨削效率。
安全:本品对机床、钢、铁零件无腐蚀,对人体无毒害,符合环保要求,对环境无污染,易于排放。
经济:本品是高度浓缩的,使用时可根据需要稀释10-25倍,非常经济。
种类特性
磨削液种类非常多,通常可分为两大类型:水溶性磨削液和油溶性磨削液,水溶性磨削液又可分为:乳化液、半合成、全合成。其中油溶性磨削液主要成分多为矿物油。普通矿物油是在低黏度或中黏度矿物油中加防锈添加剂。如在机械油、轻质柴油、煤油中加脂肪酸以增强润滑作用。另外在磨削液中加入硫、氯、磷等元素的极压添加剂形成极压油,其渗透能力和润滑能力会更佳适宜表面粗糙度要求低的工序加工使用。油溶性磨削液有较好的附着性,能隔绝空气,防止磨削区氧化和水解等不良的化学反应。如CBN砂轮易高温下与水发生反应,所以使用CBN高速磨削时应采用油性磨削液。水溶性磨削液中的乳化液含油量50%左右,半合成含油量5-40%,全合成不含油,主要由水基化合物和水组成;水溶性磨削液其具有很好的冷却效果,且配制方便、成本低廉、不易污染。
五技术参数
外观:淡黄色透明液体
密度:1.10
PH值:9.5
防锈期:6个月
稀释倍数:10-25
适用范围
磨削液可用于不锈钢、碳钢、高镍钢、铸铁等大部分金属,适用于碳钢、轴承钢、球墨铸铁、合金钢等材质,调整磨削、普通磨削、精磨及磨削、车削混合加工线作润滑冷却液,尤其适用于大循环集中供液系统。主要用于硬质合金在切削、磨削加工过程中的润滑散热并能短期防锈。

磨削液
使用说明
1、用自来水稀释使用,一般切削及线切割加工使用浓度为5-10%(10-20倍水稀释),磨削加工使用浓度为3-4%(25倍以上水稀释)。
2、磨削液加入到机床盛装磨削液的槽中,再加入20倍的清水搅拌均匀,即可投入使用。
3、在使用中,磨削液会因不断污染而变脏,铁屑沉积过多时应及时清理,切削液若变黑或产生异味时应排放更新,根据切削工作量的多少不同,切削液每隔3个月左右需排放更新一次,平时补充时应用ES-756WH硬质合金磨削液原液进行补充。
4、排放更新时若切削液槽底脏污严重,应及时清理干净,以免污染新液。
5、溶液配制:建议使用浓度,磨削4-5%重负荷加工6-15%,请于干净的加工池加水,然后按所需的比例加入工作液,开动机器循环10分钟即可工作。
6、加工液工作池维护:可借助测量仪器或凭经验补充加工液来估测溶液的浓度,从而保证工作池溶液平衡,当池内油或污垢太多时,建议清洗加工池、更换加工溶液。
7、请勿向工作池内扔烟头、果皮等杂物,以免影响工作液的使用。
注意事项
1、请于0-40℃室内存放。
2、配好的磨削液若放置于机床中长期不使用,超过3个月应予更换。
3、夏季温度较高,磨削液的使用周期和防锈期会较其它季节短,请使用时注意。
4、本产品属工业用品,通过ROHS检测,客户如需产品报告,请向本公司质检部索取。
5、本公司产品说明仅供参考,实际请向销售或技术部门咨询,按具体加工设备配制浓度。
6、本产品保质期为24个月(自产品出厂日期开始计算)。
7、使用后的废液排放请按当地环保要求妥善处理。
包装规格
200kg/桶 25kg/桶
十配方示例
配方一:基础油21%(基础油16%,油酸5%),水相为70%,表面活性剂A为4%,助表面活性剂为5%,选择不同缓蚀剂对微乳液形成的影响,其中苯甲酸钠,钼酸钠,钨酸钠,重铬酸钾,碳酸铵,乌洛托品均可以在一定含量范围内配置成稳定微乳液。
配方二:微乳液磨削液配方可以满足轴承加工的润滑性,防锈性,光洁度:水60.3%,阴离子表面活性剂A3.4%,C2醇4.3%,低粘度润滑油18.1%,油性剂10%,防锈剂5%,消泡剂1%
十大优点
一。优良的防锈性能(防锈时间三个月以上)
二。溶液碧绿透明,具有良好的可见性,特别适合数控机床,加工中心等现代加工设备上使用。
三。环保配方:不含氯、三嗪、二级胺、芳香烃、亚硝酸钠等对人体有害成份,对皮肤无刺激性,对操作者友好。
四。切削液变质发臭控制:精选进口添加剂,抗菌性极强,在中央系统或单机油槽中都有很长的寿命(一年以上不发臭变质)
五。低泡沫:出色的抗泡性,可用于高压系统及要求高空气释放性的操作条件,软硬水适用。
六。润滑性:配方中含有独特的表面活性剂,乳化剂。润滑性能远高于同类产品,明显降低刀具成本,提高表面加工精度,可替代切削油使用,为操作者创造良好的环境。
七。沉屑性:本公司排油性配方具有良好的沉屑性,提供切削屑及切削细分的快速沉降,维持系统清洁及容易清洗排除污染物,浮油很快在切削液的液面上完全分离。
八。冷却性和冲洗性:良好的冷却性和清洗性,保持机床和工件的清洁,减少粘性物残留。
九。高浓缩型:用水稀释20-30倍,可正常使用。
十。低价性:本公司切削液从进料,生产,物流,都进行精细的成本控制,尽量把利润空间留给客户。
磨削液相关的文章

菊亚族学名Chrysantheminae O. Hoffm,春黄菊族植物,花托无托毛或有托毛,但绝无托片。它的下级分类有亚菊属,画笔菊属,木茼葶属,短舌菊属,小甘菊属,石胡荽属,筒蒿属,鞘冠菊属等。
塔里木河流域周围是天山南坡—昆仑山—阿尔金山等高原山区,中间是塔里木盆地。周边有大小河流一百四十多条,都发源于盆地周边高原山区的一百四十多条大小河流呈向心分布汇入盆地,大多数小河流出山区后消耗散失于绿洲和广阔的沙漠地区。
章和是东汉章帝刘炟的第三个年号,也是他的最后一个年号,共计18个月。该年号在历史上被用作几个政权的年号。据《资治通鉴》记载,元和四年七月廿七壬戌(87年9月12日),章和正式改元。在章和二年二月,汉和帝即位时沿用该年号,但次年正月初一(89年1月30日)改元永元。
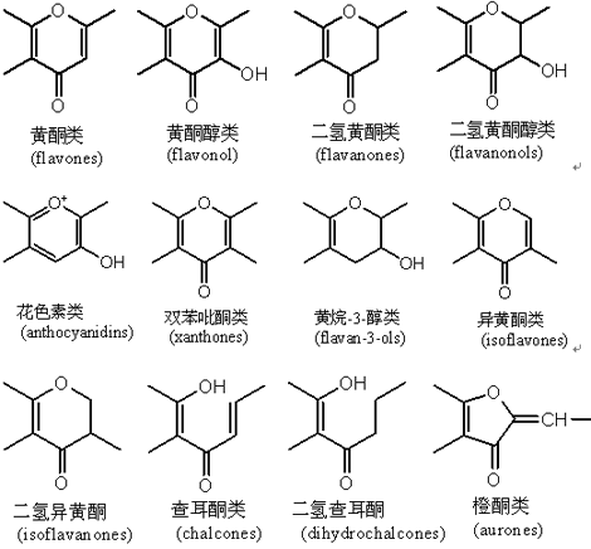
黄酮黄酮类化合物的总称黄酮(flavone),是黄酮类化合物的总称,泛指两个具有酚羟基的苯环(A-与B-环)通过中央三碳原子相互连结而成的一系列化合物。黄酮类化合物结构中常连接有酚羟基、甲氧基、甲基、异戊烯基等官能团。黄酮类化合物(英语:Flavonoid,又称类黄酮)是指基本母核为2-苯基色原酮类化合物,现在则泛指两个具有酚羟基的苯环通过中央三碳原子相互连接的一系列化合物。他们来自于水果、蔬菜、

伊玛姆广场位于市中心,与林阴道相连,革命前称国王广场,长510米,宽165米,面积80000多平方米,相当于莫斯科红场的一倍。始建于1612年萨法维王朝的阿巴斯国王时期,是当时世界上最大的广场,许多景点都散布在它周围。
王重阳,全真派创派祖师,天下五绝之首的“中神通”,身材甚高,腰悬长剑,风姿飒爽,英气勃勃,飘逸绝伦。是“老顽童”周伯通的师兄、“全真七子”的师父。王重阳也是一个独步武林的奇才,具绝代天资,武功造诣深不可测,已经达到出神入化的地步,世称“天下第一”。早年是位抗金英雄,事败后出家修道,在终南山创立全真教,在武林中享有“天下武学正宗”的美誉。在“华山论剑”之时,力挫四绝,夺得“天下第一高手”之称和道家至高的武学宝典《九阴真经》。临终前更是以“一阳指”重创“西毒”欧阳锋,使之数十年不敢踏入中原。

尚可名片
这家伙太懒了,什么都没写!
作者


