
白点是氢致开裂的一种,是钢材内部所含有的“内氢”在并无外力作用的情况下氢原子的聚集富集形成高伍氢气而引起的。断口有银白色的斑点,故称白点。该斑点即为内部裂缝的侧壁,肉眼或低倍显微镜观察便可看到。在电镜中观察白点时,可寻到“发纹”。若有外加拉伸应力作用,含氢较高的钢材也会出现白点。白点的存在会使钢材的强度、塑性与靭性下降。在应力集中部位的白点常成为结构的断裂源。
白点
白点
flake
bái diǎn
材料学名词
一般发生在中碳含Cr,Mo钢中
它是以裂纹的分布多少来评定的
在冶炼时控制氢气的含量
冶金
材料学名词
当钢中含有过量的氢时,随着温度降低氢在钢种的溶解度减小,如果过饱和的氢未能扩散逸出,便聚集在某些缺陷而形成氢分子。此时氢的体积发生急剧膨胀,内压很大足以将金属局部撕裂,而形成裂纹。

白点的评定:它是以裂纹的分布多少来评定的。
白点的鉴别:白点一般发生在中碳含Cr,Mo钢中,它常发生在钢的横截面直径的1/4周围,它表现为细小弯曲的裂纹,它无方向性,放大观察时裂纹内无夹杂。
白点的预防:
1、在冶炼时控制氢气的含量。
2、及时保温回火,采取缓冷。
白点这一名称最初用来表示在锻件断口上见到的一种特殊光亮粒状银白色斑点缺陷。白点实质是一种脆性锐边裂纹,具有极大的危害性,是马氏体和珠光体钢中十分危险的缺陷。它是锻件的致命缺陷。随着冶炼技术的不断改进、提高,锻件白点缺陷已较少出现,但采用在大气浇注中的钢锭生产的锻件,在42CrMo 钢锻件中仍有出现,而奥氏体、铁素体和莱氏体钢不形成白点。主要分析 42CrMo 钢锻件白点裂纹的形成及预防控制白点的产生。
白点的形成的主要原因白点是由于钢中氢含量过多和内应力共同作用造成的,即白点的产生主要与两个因素有关:钢中的氢含量和钢在热压力加工后冷却过程中产生的内应力,并且,含氢量较高只是产生白点的必要条件,钢在热压力加工后冷却过程中产生的内应力是产生白点的充分条件。只有氢的作用,热压力加工后的钢坯并不一定形成白点,只有在钢坯内存在着较大内应力的情况下。含氢量较高的钢坯才会产生白点。随钢材温度的降低,氢在钢中溶解度减小,当冷速加快时,柱状晶内的氢来不及扩散至大气中,聚积在钢的显微孔隙中并结合成分子态,更使其扩散困难,形成巨大的局部压力,达到钢的破断强度以上,从而使钢产生内部断裂,即我们说的白点。因而,白点多分布于柱状晶及以内区域。白点形成的温度区间为250~100℃之间,而氢扩散系数最大区间为650~300℃,故在300℃以下来不及扩散的氢就存在于钢中而引起应力。从而为形成白点创造了必要的条件。
白点的防止措施由于白点主要是钢中氢和组织应力共同作用引起的,所以防止白点产生的最根本方法是:首先降低钢中的原始氢含量,把钢中的氢减少到钢的无白点极限含氢量以下,其次是通过热处理的方法减少钢坯中的氢含量和减少组织应力。
1 控制原始氢含量:
对于 42CrMo 钢锻件,可以挤压辊锻件为例来说,挤压辊锻件辊身直径大,形状短粗且辊身与辊颈直径差大,在挤压辊锻件冷却过程中,由于辊颈直径小,冷却速度快,其体积收缩会对辊身产生很大的拉应力,同时,辊身的长度短,两端辊颈的拉应力在辊身形成应力集中也较细长轴严重。因此为防止挤压辊锻件在锻后热处理和性能热处理过程中产生氢致缺陷,就需要将钢中的氢减得更低。
2 锻后扩氢处理和减低内应力:
氢是形成白点的主要因素,锻件中氢的去除是一个扩散过程。采用热处理去氢时,希望形成氢溶解度小,扩散速度大的组织,这样,只要扩氢充分,钢中残留量就越少。由于氢在奥氏体中的溶解量远大于在铁素体中的溶解度,因此,锻后扩氢处理应在奥氏体转变为珠光体(或贝氏体)的相变温度下进行。
白点是钢材的宏观缺陷,白点的存在极大地降低了钢材或结构件基体的力学性能,严重破坏钢基体的连续性,使钢材易于脆断,危害性极大,是钢材不允许存在的低倍缺陷。因此对白点的定性鉴别也显得非常重要。常规鉴别白点的方法,是依据GB/T 226-1991 之低倍检验方法:肉眼观察,在横截面低倍试样上出现细、短锯齿状裂纹,并主要集中在断面中心区,呈放射状的同心圆或呈不规则分布;在纵向断口上则表现为粗晶状银亮白点。这些是国标中鉴别白点的重要判据。
讨论与分析一般认为白点的形成与钢中氢有直接关系。一般在冷却过程中,氢在钢中的溶解度降低,析出的氢在晶粒边界、夹杂表面及内部空腔处富集,并且压力逐渐增加。同时氢产生饱和沉淀,钉扎位错并阻碍位错运动,从而降低铁原子间的结合力,使基体脆化。当充气压力大于基体的断裂强度极限时,就会爆裂生成白点。相变时的组织应力和冷却时热应力的作用会促进白点的形成。白点断裂时所需要做的功很少,因此常常不易察觉。而白斑缺陷通常在拉伸等断口试验时产生,以夹杂物或疏松孔洞为裂纹源,经失稳扩展而形成与基体明显不同的准解理断裂区。这种白斑缺陷发生在拉伸过程后,在拉伸断裂前基体内并未出现裂纹,这与白点裂纹存在于钢材断裂前不同。
结语(1) 白点是在冷却或存放等过程中形成的一种宏观缺陷,与钢中氢含量、组织应力、热应力密切相关,而白斑是在断裂过程中以夹杂物、疏松孔洞为裂纹源而形成的失稳扩展区。
(2) 扫描电镜下典型的白点缺陷具有浮云状和蛀道状花样,是白点经热处理后所独具的特征,可以作为区别鉴定白点与白斑的重要依据。
(3) 白点产生的根本原因是氢含量较高,真空处理等除氢工艺是消除白点缺陷的根本方法。

黄玉娟女,香港资深配音演员,1990年加入亚洲电视配音组,2000年任职自由身配音演员,2003年10月转往无线电视配音组。其代表作是《蜡笔小新》的野原新之助和《乱马1/2》中的女乱马。其声线多变,从少年少女至老太婆均能出色演绎。现为日本演员天海佑希常任配音演员。
十字军(The Crusaders),由天主教士兵组成的军队,曾参加十字军东征,士兵都佩有十字标志,因此称为十字军。十字军东征的目的是保护朝圣者和反对吉哈德扩张,以及从伊斯兰诸国手中拯救半奴隶与奴隶并缓解突厥人对君士坦丁堡的压力。在十字军的帮助下,拜占庭帝国成功收复尼西亚、吕底亚、密细亚、弗里吉亚北
克孜勒苏柯尔克孜自治州(维吾尔文:قىزىلسۇ قىرغىز ئاپتونوم ئوبلاستى;柯尔克孜语:كىزىلسۋ كىزگىز اۆتونومييالى وبلاستى ),是中国新疆维吾尔自治区下辖自治州,位于新疆维吾尔自治区西南部,与吉尔吉斯斯坦、塔吉克斯坦两国接壤,边境线长117
广东,简称“粤”,省会广州,中华人民共和国省级行政区。因古地名广信之东,故名“广东”。位于南岭以南,南海之滨,与香港、澳门、广西、湖南、江西及福建接壤,与海南隔海相望。受地壳运动、岩性、褶皱和断裂构造以及外力作用的综合影响,广东省地貌类型复杂多样,有山地、丘陵、台地和平原等。广东是中国的南大门,处在
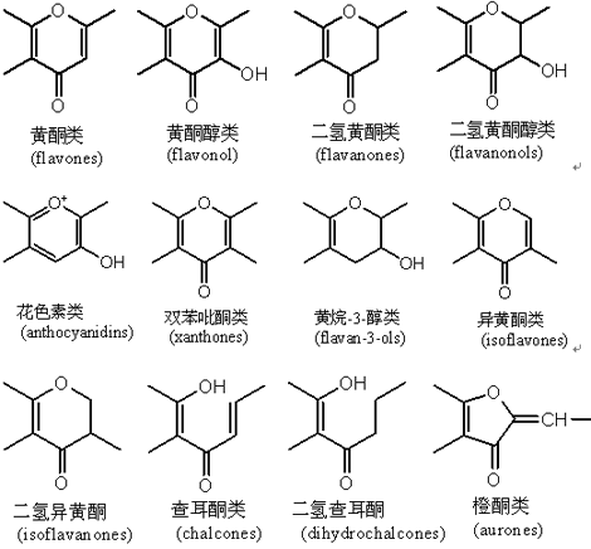
黄酮黄酮类化合物的总称黄酮(flavone),是黄酮类化合物的总称,泛指两个具有酚羟基的苯环(A-与B-环)通过中央三碳原子相互连结而成的一系列化合物。黄酮类化合物结构中常连接有酚羟基、甲氧基、甲基、异戊烯基等官能团。黄酮类化合物(英语:Flavonoid,又称类黄酮)是指基本母核为2-苯基色原酮类化合物,现在则泛指两个具有酚羟基的苯环通过中央三碳原子相互连接的一系列化合物。他们来自于水果、蔬菜、
路易斯,美国物理化学家。从他的电子理论出发,他还为酸碱作出了更为广泛的定义:可接受一个电子对的物质是酸,可给出一个电子对的物质是碱,形成路易斯酸碱理论。常见的路易斯酸有氯化铝、氯化铁、三氟化硼、五氯化铌以及镧系元素的三氟甲磺酸盐。路易斯酸,又称亲电子试剂,指可以接受电子对的物质,这是根据路易斯的酸碱电子理论对酸的定义确定的。由于它所包含的物质极为广泛,也称广义酸。

尚可名片
这家伙太懒了,什么都没写!

