为提高坯体强度,便于施釉操作,有时需将生坯不挂釉,入窑烧过800-900摄氏度素烧后即成为素烧坯。施高温釉的素烧坯可提高釉面质量、坯体强度、施釉装匣工效和釉烧成品率。如钧红、郎窑红、醴陵釉下五彩等,素烧温度约在800℃-1100℃,施釉后再在1200℃~1400℃的高温下缔烧。施低温釉的素烧坯,可使坯体达到较好的烧结程度,先将生坯在较高温度(1100℃-1400℃)下素烧,施釉后再用较低温度(750℃~1050℃)釉烧。如釉陶、精陶、唐三彩、骨灰瓷、景德镇的珐华器、素三彩等。
精选百科
本文由作者推荐
素烧坯相关的文章

脑动脉瘤是常见血管性疾病,是自发性蛛网膜下腔出血最常见的原因。脑动脉瘤可见于任何年龄,但50~69岁患者居多,约占总发病率的2/3。动脉瘤病因不明,其发生是多种因素、多种机制并存导致。未破裂动脉瘤可无症状,较大的动脉瘤可压迫邻近脑组织或脑神经出现相应的局灶症状,如癫痫、偏瘫、失语、视力和视野障碍等。
腰膝酸软(soreness and weakness of waist and knees)为中医肝肾亏损的一种症状。表现为腰部和膝部的酸软无力,同时可伴腰痛发凉、手脚凉、四肢无力,头晕目眩、视物昏花等其他肾虚症状。治疗宜排除泌尿系统、骨骼及其他器质性疾病,采用中医辨证调理方法,给予通畅气血、补益肝
甜瓜(学名:Cucumis melo L.)是葫芦科(Cucurbitaceae)黄瓜属(Cucumis)植物,别名白兰瓜、哈密瓜、香瓜。甜瓜原产于印度和非洲国家,后广泛引种于世界温带至热带地区,中国各地广泛栽培。甜瓜喜光照,喜温耐热,常生长在土层深厚、通透性好、不易积水的沙土中。
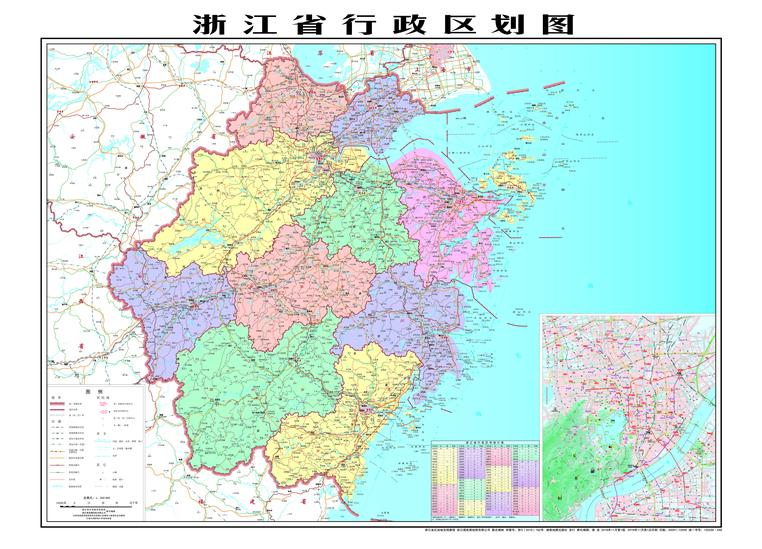
浙江本词条是多义词,共2个义项中华人民共和国省级行政区浙江省,简称“浙”,省会杭州。浙江省境内最大的河流钱塘江,因江流曲折,称之江,又称浙江,省以江名。其地处中国东南沿海长江三角洲南翼,东临东海,南接福建,西与江西、安徽相连,北与上海、江苏接壤。浙江地势由西南向东北倾斜,地形复杂。山脉自西南向东北成大致平行的三支,有“七山一水两分田”之说。浙江属典型的亚热带季风气候区。浙江是全国岛屿最多的省份,其

尚可名片
这家伙太懒了,什么都没写!
作者