
精选百科
本文由作者推荐
铸铁装配平板
铸铁装配平板
正文
铸铁装配平板
,装配平台工作面外形分为长方形、正方形或圆形,工作面上可加工V形、T型槽、U形槽和圆孔、长孔等用以不同装配工作的需要。
装配平板
铸铁装配平板规格:
100*100—3000*6000mm
装配平板用途:
适用于各种检验工作,精度测量用的基准平面,用于机床机械检验测量基准,检查零件的尺寸精度或行为偏差,并作精密划线,在机械制造中也是不可缺少的基本工具。
装配平板材料及处理:
材料为高强度铸铁HT200-300,工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度)和或自然时效2-3年使用该产品的精度稳定,耐磨性能好。
装配平板精度:
按国家标准计量检定规程执行,分别为0、1、2、3四个等级。装配平台的精度等级遵循一般铸铁平台的精度划分要求,按国家标准计量检定规程执行,分别为0、1、2、3四个等级。
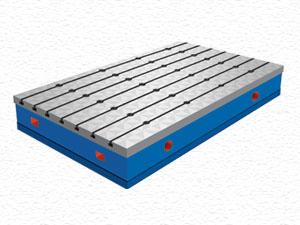
装配平板、装配平台用途:
应用于动力机械设备的装配及调试,表面带有T形槽,可以固定动力机械设备,要求较大的装配平台,可以拼装使用。
装配平台通常采用强度较高的铸铁作为材质,因此装配平台还被叫做铸铁装配平台或者装配铸铁平台。装配平板的承载是装配平板单位面积承受的重量后,装配平板的变形挠度。为了便于理解,我们可以看作装配平板放好工件后,装配平板在不影响正常使用的情况下,它所能够承受的压力。比如:2000mm×4000mm的装配平板可以放置重量为64吨的工件,此装配平板的承载我们可以简单的看作:64吨÷(2米×4米)=8吨/每平米。当然承载和它的实际设计和实际的生产加工还有比较密切的关系。平板的承载和长宽高、表面精度、重量、材质要求等等。都要符合《中华人民共和国机械行业标准》JB/T7974-2001的要求。
装配平板
铸铁装配平板的鉴定方法:
1、装配平板工作面上不应有锈迹、划痕、碰伤及其他影响使用的外观缺陷。
2、装配平板工作面上不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷。各铸造表面应彻底清除型砂,且表面平整、涂漆牢固,各税边应修钝。
3、T型槽在平板的相对两侧面上,应有安装手柄或吊装位置的设置、螺纹孔或圆柱孔。设置吊装位置时应考虑尽量减少因吊装而引起的变形。
4、装配平板应经稳定性处理和去磁。
5、装配平板工作面与侧面以及相邻两侧面的垂直公差为12级(按GB1184—80《形状位置公差》规定)。
6、装配平板工作面的硬度应为HB170—220或187—255之间。
7、T型槽主要检定项目
A、材质及表面硬度。B、形状位置公差,含名义尺寸,垂直度公差。C、外观。D、平面度。E、接触斑点。F、平面波动量。G、工作面允许挠度值。H、表面粗糙度。
8、精度参数。
3级平板未规定接触斑点要求。1级平板要求接触斑点数在任意25×25mm平面内不少于20点。2级平板要求接触斑点数在任意25×25mm平面内不少于12点。
检定步骤
1、根据装配平板检定规程要求,目力观察和试验外观及表面质量。
2、用表面粗糙度比较样块比较检定装配平板工作面与侧面的表面粗糙度。
3、用分度值为2′的角度规进行检定侧面夹角。
4、用检定工具(准确度不低于被检装配平板的装配平板或平尺)以涂色法检定刮制装配平板的接触点数。
5、根据被检平板准确度等级,选用检定工具,用对角线法检定装配平板工作面的平面度。
6、经检定符合装配平板检定规格要求的平板,发给检定证书;不符合本规程要求的,发给检定结果通知书。装配平板的检定周期根据使用的具体情况确定,一般为一年。
铸铁装配平板相关的文章

电影《被嫌弃的松子的一生》(日语:嫌われ松子の一生)改编自山田宗树所著同名小说,由中岛哲也编剧、导演,石田雄治、佐谷秀美、间濑泰宏、小玉圭太等主演,于2006年5月27日在日本首映。
植物界(学名:plant kingdom)为生物的一界。在不同的生物分界系统中,植物的概念及其所包括的类群也不一样,如将生物分为植物和动物两界时,植物界包括藻类、菌类、地衣、苔藓、蕨类和种子植物;在五界的系统中,植物界仅包括多细胞的光合自养的类群,而菌类、地衣和单细胞藻类以及原核的蓝藻则不包括在内。
孙婆婆是金庸小说《神雕侠侣》中的人物。她是古墓派的奴仆,将小龙女养大,并略懂古墓派武功,这些武功是她从林朝英的丫鬟那里学来的。孙婆婆因为救杨过而死于全真道士郝大通之手。在临死前,她请求小龙女收留杨过,并将杨过托付给小龙女照顾。孙婆婆的来历不详,她一直是林朝英的弟子,直到她去世后与小龙女相依为命。她有

尚可名片
这家伙太懒了,什么都没写!
作者
