
砌块成型机是以粉煤灰、河沙、石子、石粉、粉煤灰、废陶粒渣、冶炼渣等材料添加少量水泥生产新型墙体材料砌块的机器。新型墙体材料是以砌块和水泥砖为主的。大多采用液压的成型模式,也有采用震动成型的。 砌块成型机静音、静压模式。无噪音,产量高,密实度高。无需托板养护,养护周期短。用人少,对工作地面无要求,产品种类多。
精选百科
本文由作者推荐

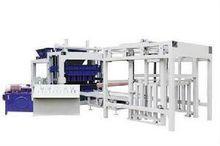
砌块成型机
工业废料加工成墙体材料的机器
优点
静压模式,无噪音,产量高,密实度高。无需托板养护,养护周期短。用人少,对工作地面无要求,产品种类多。
机械介绍
有关设备制造中国从事砌块生产设备制造的企业不断发展,以砌块生产设备为主要产品的企业有40余家,国外著名砌块生产设备制造商也纷纷涌向中国市场。在中国内外竞争的形势下,中国砌块生产设备制造企业应立足中国市场、放眼国际市场,积极开发企业的系列产品,创造名牌产品,提高产品的可靠性。

液压砌块成型机
砌块选用美国模式的模振机型,生产路面砖选用欧洲模式的台振机型。其实欧洲砌块建筑也有近百年的历史,所用的砌块主要是采用台振成型机生产的。此外,路面砖同样也可采用美国模式的模振成型机生产。从中国砌块建筑来看,对承重砌块强度等级要求并不高,一般村镇建筑1-6层,所需砌块为MU5.0、MU7.5;城市多为6层建筑,所需砌块为MU7.5、MU10.0;而城市少数高层配筋砌块建筑,仅为15-18层,1-3层需用MU20.0,4-8层需用MU15.0,其余各层为MU10.0,而且MU15.0、MU20.0砌块用量不大。因此量大面广的是多层住宅建筑所需的MU5.0-MU10.0砌块,一般国产或进口的台振成型机都能满足生产要求,而且中国砌块建筑所用的砌块多数也是采用台振成型机生产的。其实真正要提高砌块强度等级,主要不是靠成型机,不管模振还是台振成型机,生产不同强度等级的砌块时,都要采用不同的混凝土配比,调整水泥用量。由于模振成型机的振动功率大,振动密实效果好,在生产MU15.0、MU20.0等砌块时应优先采用模振成型机。模振成型机一般价格较高,系因为激振装置直接安装在模箱上,模箱结构较复杂,模箱费用较大。在选用成型机时,应根据产品要求、生产工艺方案及投资状况等综合研究确定。国内外差距中国砌块生产设备与国外先进生产设备相比,主要差距是可靠性不如国外设备,国外砌块生产设备所采用的电气元件、液压元件及机械配件等都是世界著名公司产品,因此设备故障率较低,使用比较可靠。从中国砌块生产设备使用情况看,故障多在电气、液压及机械等配件上,而各设备制造厂家所采用的电气元件,液压元件及机械配件比较杂,质量比较差,特别是电气与液压元件的质量与国外相比还有较大差距。因此开发出适用于砌块生产设备的电气、液压及机械等配件,提高设备的可靠性,对砌块生产行业也是十分重要的。要提高中国砌块生产设备的可靠性,除加强国产配套件开发外,也可采用国外高质量的电气及液压元件,提高国产设备的可靠性,使中国的砌块生产设备在国际市场上也有一定的竞争能力。
砌块成型机介绍

砌块成型机
该砌块成型机所出产品可采用砂、石、粉煤灰、煤渣、煤矸石、尾矿渣、陶粒、珍珠岩等工业废料加工成各种新型墙体材料。如空心水泥砌块、盲孔砖、标砖等,不用烧结。砌块成型机是汲取国内外同类机型的优点,针对承重砌块的发展以及多孔砖制品和粉煤灰制品的特点,并考虑生产和维修条件而研制的机型。
设备特点
◎ 一机多用更换模具即可生产空心砌块、多孔砖、标砖等10余种不同规格的免烧砖。运行安全稳定,易于维护。
◎ 每25秒出标砖26块,每小时产3744块;每25秒出多孔砖12块,每小时产1728块;每25秒出标准砌块4块,每小时可产576块。
◎ 核心部件精工制造,采用抗疲劳设计,延长了主机的使用寿命。
◎ 激振力强劲,在普通配合比 条件下强度可达2.5~15MPa。
◎ 采用双杆导向方式及配合精良的超长导套,保证了压头及模具的精确运行,底座及关键部位整体铸造,外框采用厚壁超强型钢及特殊焊接技术制造。
技术特点
本机整体结构紧凑、设备合理,转动部位采用机械化装置,准确、可靠。降低劳动强度,提高生产效率。上下加压,定向振动,变频刹车,达到高密度、高强度的成型效果。一机多用,配用不同模具可生产不同形状、不同规格的砌块制品。各部分机械结构容易观察,操作简单,维修方便,不容易出现故障确保生产运转正常。
(1)砌块机为固定、台振式、机械脱模,该机型设计先进合理,适用范围广,采用减速机、制动思磁铁曲臂环绕脱模。
(2)采用4根立柱,定位准确,模具平衡稳定,提高砌块密实度,砌块毛边小、外观好。
(3)模具更换方便、简单、维护方便。
以上叙述的是大、中型全自动砌块成型机设备,另外还有小型砌块成型机,一般来说,这种设备是按照日产量大小来定义的,日产标砖在一万左右的设备,都称之为小型,由于这种设备整体设计比较简单,所以用户操作起来也比较方便。大型砌块成型机一般都是采用液压及震动成型,而小型砌块成型机一般都是采用震动成型,但是小型设备生产出来的产品质量也不逊于大型设备。
机械分类
液压砌块式液压砌块成型机,包括上部设有压实机构的上模板、下部设有脱模机构的下模板,所述压实机构安装有双曲柄增力机构,脱模机构安装有超声波振动器和电磁振动器;本实用新型采用电磁和超声波双振动机构,震实效果好,工作噪音低,机械损耗小,同时采用双曲柄增压装置,不仅压实效果好,而且能耗功率小,砌块强度高。砌块成型机生产线的主要设备包括空心砌块机,即所称砌块成型机(或空心砖机、砌块机、水泥砖机),以及与空心砌块机配套的码板机、搅拌机和输运设备等。
水泥砌块式水泥砌块成型机操作系统采用可编程控制器PLC和人机界面触摸屏控制,配备数据输入装置、安全逻辑控制、及故障诊断系统,可实现理想的人机对话。执行手动、半自动、全自动模式操作。各个执行件的参数可随意设定。可保证产品的质量和效率。
采用重型结构设计。利用高强度型钢经特殊的焊接技术制造。能确保机体的刚性好、自重大、与激振系统不产生共振。可延长机机器的使用寿命。
储料分料装置:采用封闭式皮带输送,严格控制小料半储料量,做到随送随用,防止混凝土受余震影响而提前液化,确保制品强度。
独特的振动形式:利用电脑控制液压系统的流量、压力,完成垂直同步震动、变频、刹车;先进的台模压合振振动形式使混凝土在2-3秒内充分液化、排气。利用加压时过剩油液,将其转换成震击力,从而基本消除能耗。
合理的振动分布:通过脱膜油缸将模箱锁定在振动台上,模台合振;压头上另装有专用振动器,以加大振动速度的效果。这种振动形式使混凝土快速液化、排气、使制品达到高密度,高强度。可大比例利用多种废灰、废渣、炉渣、矿渣、煤矿石、火山灰、煤灰、石屑、建筑垃圾可生产出各种高质量的承重或非承重制品。
独特的下料和破拱装置使物料快速均匀地送入模箱,特殊的双端合成输出振动技术,合理的振动器布置,使激振力在振动台内均匀分布,从而确保制品重量、强度的一致性。
水泥砌块成型机采用机电液一体化结合的技术和优质的电器液压元件,使设备运转的每个循环过程准确一致,综合性能稳定、可靠。使产品尺寸精确、质量稳定,效率提高。
全自动砌块式
空心砌块成型机
全自动砌块成型机可以将尾矿渣、陶粒、珍珠岩(城市建筑垃圾)、砂、石、粉煤灰、煤渣、煤矸石等工业废料加工成各种新型墙体材料,如空心水泥砌块、毛孔砖、标砖等,不用烧结。自动砌块成型机是结合中国内外先进技术,并由工程师结合多年的研制及生产经验而设计生产的新型设备。混凝土空心砌块式混凝土空心砌块成型机,龙门架与机架 联接为一体,在龙门架的横梁上设有挤压螺旋座,在螺旋座上装配挤压螺杆,挤压螺杆的上端装配静压轮,静压轮上装配静压轮手,在挤压螺杆的下端联接组合胎模压块,在机架上设有组合胎模及卡具,在组合胎模及卡具方设有盲心芯模,在盲心芯模的下方设有连杆,连杆与拉杆铰接,拉杆的中部铰接在固定轴上,固定轴与机架固定;本实用新型的混凝土砌块具有节能、保温、施工效率高、经济效益好等特点,可广泛的用于建筑物的承重或非承重墙体。
三均式砌块式三均式砌块成型机属于建筑机械技术领域。一组滑柱与下部的机座连接配合,上滑梁连接设置上模,下滑梁连接设置下模,上滑梁、下滑梁分别与滑柱滑动配合,滑柱的外侧配合设置机架,机架上端连接顶架,顶架通过料斗支架设置移动料斗,移动料斗的下方与上滑梁连接设置的上模为由左上模、右上模构成的对开模结构,一对摇杆齿轮通过滑板摇杆分别与左上模、右上模连接,上滑梁中央设置滑动配合的沉箱,与下滑梁连接设置的下模配合设置模振箱、台振箱、出型机构。该三均式砌块成型机构思新颖、结构合理,采用突然撞击式布料和三振结合的结构,实现水平方向均匀布料、垂直方向均匀振动,具有较好的实用性,能提高砌块强度、节省水泥、降低成本。
机械原理
混凝土砌块成型机
砌块成型机生产线的主要设备包括空心砌块机,即所称砌块成型机(或空心砖机、砌块机、成型机),以及与空心砌块机配套的搅拌机和输运设备等。QHT4-30 型砌块成型机是吸收以往中小型砌块成型机优点的基础上,又开发的一种半自动机型。该机采用四导向柱,槽钢机架使设备更加坚固,模具及压头定位更精确,采用底模定向垂直定向振动和上模加压振动,大大提高生产效率,且生产的砌块密实度均匀,强度高。砌块成型机具有广泛的材料适用能力,不仅适用于生产混凝土空心砌块,还适用于采用砂、石、粉煤灰、炉渣、尾矿渣、煤矸石、珍珠岩、陶粒等工业废料加工成各种新型墙体材料。如空心水泥砌块、育孔砖、标砖等。不用烧结。移动式空芯砌块成型机所出产品可采用砂、石、粉煤灰、煤渣、煤矸石、尾矿渣、陶粒、珍珠岩等工业废料加工成各种新型墙体材料。如空心水泥砌块、盲孔砖、标砖等,不用烧结。砌块成型机一机多用更换模具即可生产空心砌块、多孔砖、标砖等10余种不同规格的免烧砖。采用气压传动控制下料、成型、导出连续完成,运行安全稳定,易于维护。每25秒出标砖26块,核心部件精工制造,采用抗疲劳设计,延长了主机的使用寿命。激振力强劲,在普通配合比 条件下强度可达2.5~15MPa。采用双杆导向方式及配合精良的超长导套,保证了压头及模具的精确运行,底座及关键部位整体铸造,外框采用厚壁超强型钢及特殊焊接技术制造。沿用或模变规格,机械使用省时省力,设计合理。结构紧凑、安全可靠,合理利用一套传动机构,完成多种工艺动作,简化了机械构造,便于维护。制作精良,制品质量误差小于1%,强度误差0.5%。上下加压,强力振捣,特别适合生产高强度砌块,成型后即可堆码(3-5层)。砌块成型机掺渣量大,产品抗压强度高达MU10.0以上。配用不同模具可生产各种规格,形状的墙体砌块。
关于砌块成型机振动频率问题,从混凝土振动工艺学看,强迫振动的频率如接近混凝土拌合物颗粒的固有频率时则产生共振,此时缩减最小,振幅可达最大。砌块混凝土拌合物的集料粒径为3-10mm理想振动频率为100-125Hz,但对于砌块成型机来说都达不到,美国一般为46-47 Hz欧洲个别成型机高达66-67 Hz。这主要考虑振动系统的寿命,振动太高,轴承等寿命短,振动变频从理论上看有一定意义,但从工程实际来看,特别是对于振动功率较大的模振成型机来说意义不大,因为实际振动成型时间仅为1-2秒,在这么短的时间内给混凝土拌和物施加不同的振动频率,密实效果不会有明显的变化。
机械运动
液压传动的砌块成型机比机械传动的成型机好,成型时不仅振动还加压。这种说法主要是由于对液压传动的成型机,在振动成型时的压力和砌块成型的振动系统还不太了解。就拿美国贝赛尔公司生产的BH3—1型成型机来说,在振动成型时压头油缸的油压经减压阀已减至约0.5Mpa,压头油缸带着压头随着模箱中混凝土振动密实而同步下降,此时压头油缸处于低压浮动状态,不可能施加很大压力。
在振动成型时如果施加很大压力,等于振动荷载大幅度增加,振幅将大幅度衰减,振动系统将振动不起来。一般在设计成型机振动系统和计算振动参数、选择振动电机功率时,所考虑的振动荷载主要包括砌块、模箱及压头质量,对于台振式成型机还应包括振动台的质量,但一般不考虑额外施加的压力。因此不论液压传动、还是机械传动的成型机,砌块成型时主要靠振动使物料密实。
根据混凝土拌和物受振动作用时的触变现象,可以在比较小的压力、较短的时间内获得密实,所以砌块振动成型时需压头对混凝土施加一定压力。中国砌块成型机标准规定压头对砌块上表面的加压值应大于0.02Mpa,国外对干硬性混凝土拌和物的加压值约为0.015 Mpa,压力值太大将妨碍混凝土拌和物颗料的振动,影响砌块密实效果。按上述加压值,一般砌块成型机压头自重产生的压力即可满足要求,特别是在压头上设置振动器时,其振动密实效果比静压效果好。
砌块成型机一般要7-8个动作才能完成一个成型周期。从设计角度看,液压传动的成型机容易实现工艺动作,而且成型机运动部件相对较少,结构比较简单。所以世界各国成型机制造企业多数都生产液压传动的成型机。当然也不是说液压传动的成型机全部工艺动作都采用液压传动,如有的成型机加底板及底板输送等装置也采用机械传动。
液压传动成型机的液压泵站、液压传动元件及液压控制系统等比较复杂,一般需专业厂家配合制造;特别是采用的油缸、管接头及控制阀等液压元件质量较差时,故障率较高,用户维修保养也较麻烦。
机械使用
砌块成型机为机电液一体化、高技术、高精度的现代化设备。如果正确使用和保养维护,其使用寿命是相当长的,经济效益随之来,不然将招来烦恼,甚至难以预料的后果。
1、有经过培训的员工,不得单独操作砌块成型机。
2、操作者必须毫无例外地认真阅读和理解的砌块成型机操作手册,对压机的机、电、液原理,对压机的安装、试车、操作、保养、维修有深入了解,并经现操作培训,经过专门考核,确认其能力可胜任此职,方准操作砌块成型机。
3、砌块成型机液压油的质量、洁净度以及工作粘度决定了砌块成型机液压系统工作的木可靠性,以及砌块成型机的效率、寿命、经济性。必须采用抗磨液压油,如力宝液压油其性能是:油的密度0.884G/CM2,闪点255℃,流点-9℃,粘度68CM2/S (40℃)、8.8CM2/(100℃),粘度指数102。采用此种液压油可使用权液压油系统的压力稳定及减少油温对粘度的影响,增强系统的耐磨和耐蚀能力,对泵和液压阀可靠的工作是极有好处的。强烈建议采用上述液压油,若采用别种液压油需与上述油特性一致,经可方可使用。
4、砌块成型机向油箱注时应采用10微米的过滤装置,绝对不允许无过滤装置直接注油。
5、砌块成型机设有回油过滤和单独的过滤冷却系统,过滤精度均为10微米。为使油液清洁,减少故障,在一般的情况下各过滤系统一年更换4 支滤芯是必须的,只准采用新滤芯,不准旧滤芯擦洗使用。过滤芯必须采用高质量滤芯,如微精的过滤芯。适用低价劣质的过滤芯,不但不能起到过滤作用,反而或损害压机!
6、砌块成型机系统允许的最低油温为25℃。最佳工作温度为35℃-45℃,超过45℃对系统是不利的。若超过规定值应对系统进行检杳,及时排除。
7、为保证电气系统正常工作,必须保持电压稳定,其波动值不应超过或低于额定电压的5-10%。
8、电气柜、接线盒、操作台的门或盖子在机器工作时必须关上或盖上,不准敞开使用,以免积污。
9、当液压系统出现故障时(例如动作不正常、油压不稳、油压太低、系统振动、油温升高过快等),要及时分析原因,排除故障,不允许机器带病工作,造成大事故。
10、注意蓄能器的性能,若发现充气压力不足或胶囊损坏时,应及时处理。
11、经常检查和定期紧固管接头,以防松动漏油。
12、操作者不准对各液压元件私自拆换,当出现故障时,应由设备维修技术人员及时对设备排除故障进行维修。
技术优势
1、砌块成型机与传统粘土砖机相比,原料可选用工业废渣:煤粉灰、煤矸石、炉渣、冶炼渣和各种尾矿渣作主原料,更环保、更节能、废物循环再利用。
2、砌块成型机采用三杠上下加压一次成型,成型后即可立即堆码,不需一块托砖板,是目前国内砌块砖中的最新机型。
3、砌块成型机所产标砖成本低廉、利润丰厚。各种必要成本考虑在内,每块标砖成本9分钱,市场价2-3倍于此。
4、砌块成型机机体采用高精度、高强度铸件及特殊焊接技术和材料制造,钢性好、耐振、寿命长。
5、该砌块成型机采用台模合振液压加压成型,采用往返导向喂料装置,成型周期短,生产效率高、砌块质量密实强度高、尺寸精确。
6、砌块成型机采用机、电、液一体化技术,使设备运转的每一个循环过程一致,因而成型产量高稳定性高,废品率低。
7、砌块成型机一机多用,通过更换模具可生产不同规格的多孔砖,空心砌块,路缘石、路面砖及植草树砖,花格砖等水泥制品。
8、可根据生产需要编制程序,实现手动,半自动,全自动等动作运转。
砌块成型机相关的文章

亚洲(英语:Asia),是世界七大洲之一,以及亚欧大陆的主体部分,其西邻欧洲和非洲,东和南面太平洋和印度洋,最北抵北冰洋,总面积约4400万平方千米,囊括48个国家,总人口数量约42亿。
孛儿只斤·旭烈兀(Hülegü Khan,1217年—1265年2月8日),蒙古族,蒙古帝国军事家,伊儿汗国的建立者。成吉思汗之孙,拖雷第六子,母为唆鲁合贴尼,忽必烈、蒙哥和阿里不哥的兄弟。
埃及镑是埃及的官方货币,其纸币单位为埃及镑,辅币单位为皮阿斯特。1埃及镑可以兑换0.383至0.4326元人民币,硬币种类有1、5、10的皮阿斯特,纸币有分5、10、25、50的皮阿斯特及1、5、10、20、50、100的埃及镑。1镑等于100皮亚斯特或1000米利姆。自2022年7月6日起,新的1
广东,简称“粤”,省会广州,中华人民共和国省级行政区。因古地名广信之东,故名“广东”。位于南岭以南,南海之滨,与香港、澳门、广西、湖南、江西及福建接壤,与海南隔海相望。受地壳运动、岩性、褶皱和断裂构造以及外力作用的综合影响,广东省地貌类型复杂多样,有山地、丘陵、台地和平原等。广东是中国的南大门,处在

尚可名片
这家伙太懒了,什么都没写!
作者
