
小型轧材厂轧制带钢时,轧制出的带钢规格受限于与轧机配套的连铸机出口的坯料规格,若没有与带钢材相匹配的原料坯规格,而新品开发的压力迫使必须开发出宽度更大的新品,那此时就可用到强迫宽展技术。当前的国内宽展技术的极限宽展量在50mm,宽度在80mm的,难度较大,掌握的厂家屈指可数。
精选百科
本文由作者推荐
强迫宽展相关的文章

普法战争(英语:Franco-Prussian War),在法国称1870年法德战争(法语:Guerre franco-allemande de 1870),在德国称德法战争(德语:Deutsch-Französischer Krieg),是普鲁士王国为了统一德国,并与法兰西第二帝国争夺欧洲大陆霸权
杜布罗夫尼克,古名“拉古萨”。克罗地亚东南部港口城市,最大旅游中心和疗养胜地。位于风景绮丽、气候宜人的达尔马提亚海岸南部石灰岩半岛上。倚山傍海,林木茂盛,是具有中世纪风貌的古城。根据2001年的人口普查结果,城市拥有43,770 名居民。建于7世纪。中世纪为杜布罗夫尼克城市共和国中心,在亚得里亚海和

偏头痛本词条是多义词,共2个义项原发性头痛类型偏头痛(migraine)是临床最常见的原发性头痛类型,临床以发作性中重度、搏动样头痛为主要表现,头痛多为偏侧,一般持续4~72小时,可伴有恶心、呕吐,光、声刺激或日常活动均可加重头痛,安静环境、休息可缓解头痛。偏头痛是一种常见的慢性神经血管性疾患,多起病于儿童和青春期,中青年期达发病高峰,女性多见,男女患者比例约为1∶2~3,人群中患病率为5%~10
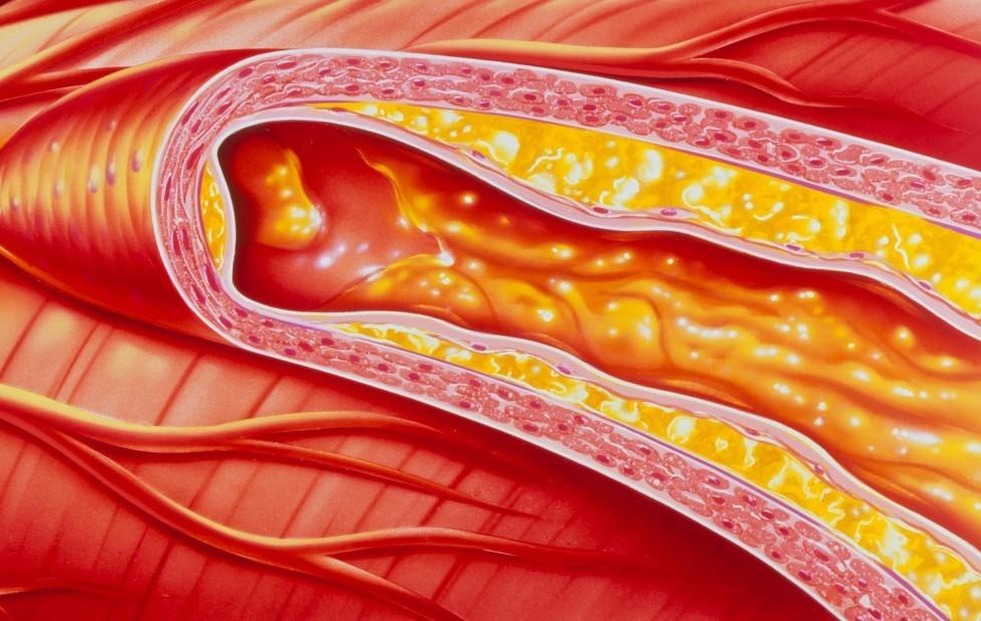
动脉粥样硬化动脉硬化的血管病动脉粥样硬化是一组称为动脉硬化的血管病中最常见、最重要的一种。本病多见于40岁以上的中老年人,男性多于女性。人体中正常的血管是富有弹性的,当血管发生老化、衰退时,血管内脂肪及类脂等物质聚集成斑块,呈黄色粥样,斑块越来越多,会使血管壁增厚变硬,失去弹性,管腔缩小,形成动脉粥样硬化。动脉粥样硬化发生在冠状动脉,则可引起心绞痛、心律失常、心肌梗死;还可发生在脑、肾、下肢动脉,

巴尔米拉(Palmyra)是叙利亚沙漠上的一片绿洲,位于大马士革的东北方,是古代最重要的文化中心之一,保存大都市的许多纪念性建筑。巴尔米拉处于1世纪-2世纪几种文化的交汇处,所以它的艺术和建筑能够把古希腊罗马的技艺与本地的传统及波斯的影响巧妙地融合在一起。作为叙利亚的一张国家名片,有着2000多年历史的巴尔米拉古城被誉为“沙漠新娘”,一直是该国最值得骄傲的宝贵财富之一,1980年被联合国教科文组织列入世界文化遗产名录。这座古罗马风格的古城地处地中海东岸和幼发拉底河之间沙漠边缘的一片绿洲中,曾是古丝绸之路上

尚可名片
这家伙太懒了,什么都没写!
作者

