淬火剂是由一种液态的有机聚合物和腐蚀抑制剂组成的水溶性溶液。淬火剂主要用于各类碳素钢,低合金结构钢、弹簧钢、渗碳钢、轴承钢制工件做增体浸淬和感应加热淬火。
精选百科
本文由作者推荐

淬火剂
高分子聚合物水溶性溶液
外文名
hardening agent
简介
淬火剂中的有机聚合物完全溶于水,形成清亮、均质的溶液。但当温度超过 74℃(165℉)时,聚合物便会从水中析出分离,形成一层不溶解的相。该产品克服了水冷却速度快,易使工件开裂;油品冷却速度慢,淬火效果差且易燃等缺点。
当用淬火剂的稀释溶液冷却热的金属时,液体有机聚合物会在金属表面沉积,形成一层薄膜。可以通过调节薄膜的厚度部分地控制金属的冷却程度。薄膜的厚度则是通过调节淬火浴中淬火剂的浓度来完成。也可通过调节淬火液的温度或搅拌程度来控制冷却。淬火剂跟其他的水溶性聚合物淬火液(剂)的主要区别在于:控制热转换的多聚物成分不同。
特性
◆ 淬火剂水溶液在常温下均匀透明溶液,当温度升高时,淬火剂溶解度反而会下降,溶液就从透明变为混浊,到达74℃时聚合物的线型大分子就会从水中析出,并与水完全分离。(这叫做逆溶性,74℃就是逆熔点)。
◆ 通过调整其水溶液的浓度,可在很大范围内调整其冷却能力,可以得到介于水油之间,以及相当于油或者更慢的冷却速度,也可以和Quench PA配比使用来调节冷却曲线。
◆ 淬火剂需要最少量的添加处理,因为它们和普通的聚乙烯醇和溶解油相比,不易变质和被氧化。主要的添加工作就是补充蒸发损失掉的水。
◆淬火剂和普通的油性淬火油(剂)相比,能除去烟尘、煤灰和残杂物。使设备维护和工厂清洁工作变得轻松简单。
◆淬火剂在0℃(32℉)以下会冻住,使用前需要在室温下解冻并混合,产品功能不会受到影响。
◆水性淬火剂对黑色金属及有色金属均无腐蚀,淬火工件光亮且有短期防锈作用。
◆推荐最佳溶液温度 20~50℃,应不高于60℃。
淬火剂冷却曲线
图表1和图表2显示了Wonder Quench PE在实验室测试时的冷却率,实验使用一个不锈钢的测试圆柱体(长是直径的4倍),在它的几何中心安置有电热偶。
图表1用Wonder Quench PEE和传统的淬火油做了比较。图表2显示了流体流动(循环)对浓度和浴温都确定的Wonder Quench PE的影响。这些曲线仅对一般的比较有效。
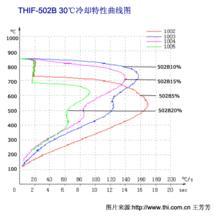
特性曲线,30度
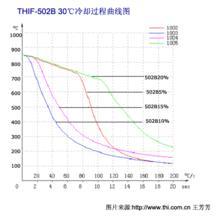
淬火过程曲线
使用方法
1、在配PAG淬火液之前,应将淬火槽和循环冷却系统彻底清洗干将,如果原系统用过油,须用工业清洗剂做清洗。
2、配置PAG淬火液时,先注入普通自来水至正常液面的50%,再加入所需PAG淬火剂原液,同时搅拌循环,再加自来水至正常液面。
3、PAG淬火剂含有防锈剂,对淬火槽及工件有短期的防锈作用,使用中,硬水中的阴阳离子会消耗一部分淬火剂中的防锈剂,一般在补加了新液就会补充防锈剂的浓度。
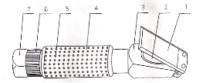
手持式糖度折光仪
4、PAG淬火液的浓度测量很简单,只需用手持式糖度折光仪测试 即可(如下图,图中:①盖板;②检测棱镜;③棱镜座;④望远镜和外套;⑤调节螺丝;⑥视度调节圈;⑦目镜。)这种折光仪的使用方法如下:先开盖板1,取出所测试的淬火液滴数滴于检测棱镜2的镜面上,合上盖板1,然后将盖板朝向明亮处,边观察目镜7边转动调焦圈,直到视场分界线清晰可见。读出该分界线的刻度数,即为所测淬火液的折光率。
PAG淬火液浓度=折光率×2.5%
5、在使用海益PAG淬火液的过程中,应酌情定期取样测量并控制好它的浓度,以使淬火工件达到最佳。
6、PAG淬火液的温度和冷却性能有一定的关系,允许使用的温度为0℃-60℃,推荐使用的最佳温度为20℃-40℃. 工件在淬火液中搅动或者使淬火液循环流动都可以增大工件和淬火液之间的流速,从而增大工件的淬火冷却速度。为使工件表面形成的聚合物包膜基本不被冲刷掉,搅动和循环产身的相对流速不宜过大,最好不要超过0.6m/s。
7、增加PAG淬火液的浓度,便可降低其淬火冷却速度;反之,加入自来水降低淬火液的浓度,便可提高淬火冷却速度。将淬火液加热或在生产中停止冷却循环,以升高淬火液的温度,便可降低淬火冷却速度;相反,降低液温。则可提高淬火液冷却速度,在淬火液浓度偏低时适当提高液温以防止淬裂;浓度偏高是加快工件的摆动以保证淬硬。在天冷液温升不高时可采用较高一点的浓度,以便得到稳定的淬火冷却效果。天热时采用低一点的浓度,以便得到稳定的淬火冷却效果。
合理选择淬火剂
热处理时,为了获得马氏体组织,工件的冷却速度必需大于钢的临界冷却速度,但冷却速度过大(指在400℃以下时),由于奥氏体向马氏体转变的巨大组织应力及因温度差过大而产生的巨大热应力,两者的叠加作用,将使工件有开裂或变形的危险。
实际上,工件所能达到的冷却速度与钢的比热和导热率,工件的尺寸大小,形状和表面状态以及淬火剂的冷却强度有关。钢的比热和导热率决定于钢的化学成分,实际上是不可能改变的,其它因素也已固定,因此,只有选择合适的淬火剂才可保证达到所要求的冷却速度。
过冷奥氏体在各个温度开始转变时需有一定的时间过程即孕育期。孕育期愈短时,奥氏体愈不稳定。一般来说,奥氏体最不稳定的温度在650~400℃之间,淬火时工件的冷却层;尽快地通过此温度区间,使不致发生珠光体或贝氏体转变。高于450℃时过冷奥氏体转为稳定,允许缓冷;但应防止先共析体析出。低于400℃时,过冷奥氏体也比较稳定。冷却速度可以减慢,特别是通过Ms点时,应在缓慢的冷却速度下发生奥氏体向马氏体的转变这样便可以防止或减少巨大的组织应力及热应力的产生。
淬火剂的影响
钢的冷却速度,决定于所用淬火剂的冷却强度,而淬火剂的冷却强度又受下列几个因素的影响;(1)液体的比热;(2)液体的导热系数;(3)液体的粘度;(4)液体的挥发性;(5)液体的运动情况。比热的大小,决定其吸热的能力,比热愈大,则温度上升愈少,容易吸收大量的热,使钢速冷。导热系数的大小亦与吸热的速度有关,导热系数愈大,则在一定时间内可以导出较多的热量,故冷却也就愈快。液体的粘度大时,运动便不灵活,由对流作用而导去的热量就少,因此使冷却能力减低。挥发性的大小与液体的气化温度有关,气化的蒸汽围绕工件的周围,妨碍冷却,故挥发性低的液体有较大的汽化热,不易成气体,因而处于淬火件表面的气体便少,淬火便较激烈。由此可知,所用的淬火剂,是以比热大、导热系数大、粘度小而又不易挥发的,其效果最为理想。此外,对淬火剂的搅动,能破除淬火初期所形成的蒸汽膜,因此大大增加淬火剂的冷却强度。
高频淬火剂
中碳钢制品,例如作为拖拉机的传动齿轮和车轴等的淬火剂,可使用聚乙烯醇水溶液。
假如中碳钢用水淬火,钢的冷却速度快,可得到高强度,但易出现裂纹,制品耐用年限短。另一方面用油淬火,虽然不会发生裂纹,但冷却速度慢,得不到足够的硬度。把这种淬火剂改为聚乙烯醇水溶液,可消除水淬火的缺点。高聚合度的部分醇解聚乙烯醇PVA-224,适合此种用途。
使用方法,用聚乙烯醇0.05~0.3%的水溶液,以喷雾法或浸渍法进行淬火。此时,聚乙烯醇的浓度若低,就会出现一种类似水淬火的情况、聚乙烯醇浓度若高,就会出现一种类似油淬火的情况,因此必须找出有效的浓度。
使用聚乙烯醇水溶液的优点如下:
①通过对聚乙烯醇浓度的调节,便可得到一种水淬火和油淬火的中间性质的钢,而且可以任意改变其性质。
②钢不出现裂痕。
③通过进行喷丸硬化,可延长制品的耐用年限。
另外,根据不同使用条件,会出现聚乙烯醇水溶液发泡的情况,因此最好使用消泡剂。
应用
在世界上聚合物是应用最广的一种有机淬火液,可用于各种汽车工件以及航空工业的铝合金和钛合金,合金钢锻模的淬火,大转矩柴油机曲轴感应加热淬火等。淬火剂主要应用于以下淬火范围:
◆适用于典型的用油淬火的高碳钢和高合金钢;用20-30%的浓度,可适用于钢件的整体和表面淬火。
◆适用于感应淬火和火焰淬火,适合喷射淬火和浸淬,可应用于几何外型复杂的高合金部件(包括:球墨铸铁、韧性铸铁等)。
◆用于在倾炉、车底式炉和坑式炉中加工的大型合金部件,感应加热成形的部件或合金。
◆用于在使用燃气、天然气和碳氮共渗气的熔炉中需要油淬火的加工部件(间歇式和连续式操作)。
◆适用于旋转或持续型混合器的氧化熔炉、天然气熔炉和保护气熔炉。它们能应用在部件铸造后的直接淬火;铸件的连续淬火以及铸钢、锻钢、铸铁的一般淬火。
◆大批量的汽车、拖拉机齿轮等零件的淬火(连续式渗碳生产线或箱式多用炉)
◆淬火剂是一种高分子聚合物水溶性淬火剂,选用国外优质原料精制而成,具有独特的逆溶性,(一般称之为浊点效应)安全,环保,使用寿命长,使用成本低,国际油价越来越高,国家对环境保护愈来愈严的大气候下,逐渐成为热处理行业的首选淬火介质。
◆安全环保淬火剂完全不燃烧,无火灾危险,无毒,无油烟,使工作环境大大改善,满足环保部门对企业的环保要求。
使用范围和局限
淬火剂不能使用在有二次硬化特性的钢件(如冷热模具钢和高速钢);
淬火剂一般不适于淬经过盐浴炉加热后的工件;
淬火剂并不能完全代替淬火油。
产品包装及保存期
包装为200KG/桶,阴凉贮存,保存期2年。

淬火剂
淬火剂相关的文章

营养不良是指体内营养素失衡所引起的消化系统疾病,包括营养不足和营养过剩,临床中多以营养不足为主,多由于良性疾病所致,近年来由恶性肿瘤所引起的营养不足人群也逐年增加。营养不良在世界各地,男女老少都可发生,但以婴幼儿和老人为多见。营养不良依据发病机制可分为原发性和继发性。原发性营养不良主要由于食物中蛋白
小编整理:梅超风是金庸先生的原著《射雕英雄传》中的重要角色,她与丈夫陈玄风合称“黑风双煞”,是黄药师的弟子,也是黄药师最出色的徒弟之一。在《神雕侠侣》中,梅超风被金轮寺的达尔巴和潇湘子等人围攻而死。她有一套极为独特的武功“九阴白骨爪”,这套武功源自于《九阴真经
本雅明·内塔尼亚胡(בִּנְיָמִין נְתַנְיָהוּ,Benjamin Netanyahu),男,1949年10月21日出生于以色列特拉维夫-雅法,毕业于麻省理工学院政治家、军人,第九、十三任以色列总理,兼任外交部长、国防部长、卫生部长、移民部长。
萨拉丁·本(1137年—1193年),全名阿马里克·纳赛尔·萨拉丁·阿布一穆沙发·优素福·伊本·阿尤布(Salah-al-Din Yusuflbn-A yyub),库尔德人,埃及阿尤布王朝的开国君主,在位23年。
高僧高僧:宋代文物陶模高僧宋代(960年—1279年)开封基本信息出土地点东京所属年代宋代基本信息【藏品名称】:高僧【藏品现状】:开封大学大观博物馆收藏藏品介绍高僧宋代(960年—1279年)开封HierarchSongDynasty(960–1279A.D.
路易斯,美国物理化学家。从他的电子理论出发,他还为酸碱作出了更为广泛的定义:可接受一个电子对的物质是酸,可给出一个电子对的物质是碱,形成路易斯酸碱理论。常见的路易斯酸有氯化铝、氯化铁、三氟化硼、五氯化铌以及镧系元素的三氟甲磺酸盐。路易斯酸,又称亲电子试剂,指可以接受电子对的物质,这是根据路易斯的酸碱电子理论对酸的定义确定的。由于它所包含的物质极为广泛,也称广义酸。

尚可名片
这家伙太懒了,什么都没写!
作者