
用气体燃料燃烧时产生的火焰将工件表层加热到淬火温度,随后快速冷却的表面热处理方法。火焰淬火可获得高硬度的表层和有利的内应力分布,提高工件的耐磨性和疲劳强度。
精选百科
本文由作者推荐
火焰淬火
始于19世纪初期的表面热处理方法
中文名
火焰淬火
优势
设备简单、投资少、成本低等
缺点
不易稳定地控制质量等
做法
工件表面快速加热随后喷液冷却
常用淬火火焰
乙炔一氧火焰
使用火焰
乙炔一氧火焰或煤气一氧火焰
正文
火焰淬火设备比较简单,淬硬层较深,可调范围广(一般在2~8毫米之间),适于单件小批生产或现场淬火。对于运输拆卸不便的重大零件和不适于采用其他表面淬火的零件,如大型齿轮、大型工作平面,一些凸轮、曲轴、机床导轨和链轮等,火焰淬火具有广泛的适应性和机动性。
火焰淬火始于19世纪初期。起初是依靠操作者的经验保证处理质量。随着技术的发展,人们设计和制造出用以淬硬曲轴、齿轮等零件曲面的专用淬火机床,从而扩大了火焰淬火的应用范围。后来,又出现配备有透焰测温装置、能自动控制温度的淬火机床,使火焰淬火技术有了新的发展。
火焰淬火
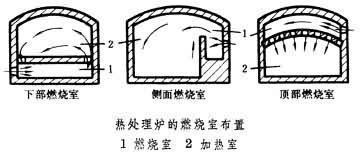
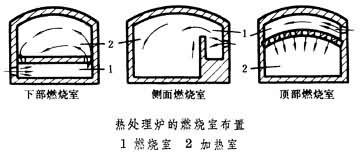
根据零件被淬火表面与喷嘴相对运动情况,火焰淬火的基本操作方法可分为固定加热、直线移动加热、旋转加热和旋转移动加热 4种(见图)。常用的燃料有乙炔、甲烷、丙烷和城市煤气等。火焰淬火一般用于中碳钢,工件在淬火前应经调质或正火处理,以改善其心部性能。淬火介质常用水,水温以15~18℃为宜,以免淬裂。形状复杂或含碳量高于0.6%的碳钢零件和合金钢零件可用 30~40℃温水、聚乙烯醇水溶液和油等,也可用喷雾冷却。火焰淬火后常在炉中进行180~200℃低温回火。淬火表面在磨削之后应进行第二次回火,以减少内应力。火焰淬火相关的文章

鲁霍拉·穆萨维·霍梅尼(1902年9月22日-1989年6月3日),男,伊朗什叶派宗教学者(大阿亚图拉),伊斯兰革命的政治和精神领袖。
棕榈 zōng lǘ(学名:Trachycarpus fortunei),又称棕树、唐棕、铁扇棕、鬣葵等,是棕榈属的一种常绿乔木。棕榈广泛栽培于中国、日本、印度、缅甸、美国、欧洲南部等暖温带地区;在中国主要分布在秦岭以南,除西藏外的各省(自治区、直辖市)如广东、云南、上海等。多生长在海拔2000米以
斯图加特(德语:Stuttgart或译:斯图嘉特)位于德国西南部的巴登-符腾堡州中部内卡河谷地,靠近黑森林。不仅是该州的州首府,也是州级行政区及斯图加特地区首府和该州的第一大城市。同时也是该州的政治中心:巴符州议会、州政府,和众多的州政府机关部门均设在这里。由于其在经济、文化和行政方面的重要性,是德
阿斯旺(阿拉伯语:أسوان),埃及南部城市,阿斯旺省首府,位于尼罗河东岸,人口约20万,著名古城、旅游景点和贸易中心。阿斯旺是世界上最干燥的地方之一,自2006年5月13日以来,阿斯旺没测得任何降水。在古埃及时期,阿斯旺被认为是埃及民族的发源地。它位于尼罗河第一瀑布以北,是埃及和努比亚之间的贸易重镇,其名据说是古埃及语“贸易”一词的对音。

拉丁语(Lingua Latīna)属于印欧语系意大利语族,起源拉丁姆地区(意大利的拉齐奥区)为罗马帝国使用。虽然拉丁语通常被认为是一种死语言,但有少数基督宗教神职人员及学者可流利使用拉丁语。罗马天主教传统上用拉丁语作为正式会议的语言和礼拜仪式用的语言。此外,许多西方国家的大学提供有关拉丁语的课程。在英语和其他西方语言创造新词的过程中,拉丁语一直得以使用。拉丁语是意大利语族(Italic Languages)中仅存的一支。通过对早期意大利遗留文献的研究,可以证实其他意大利语族分支的存在,之后这些分支在罗马

尚可名片
这家伙太懒了,什么都没写!
作者

