
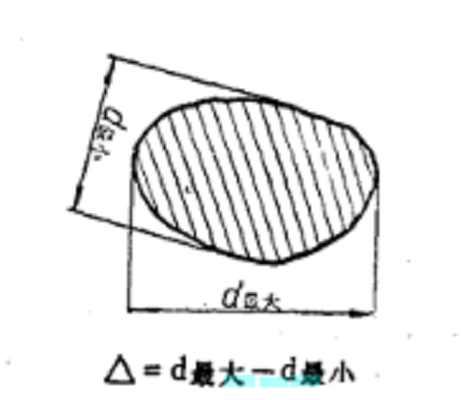
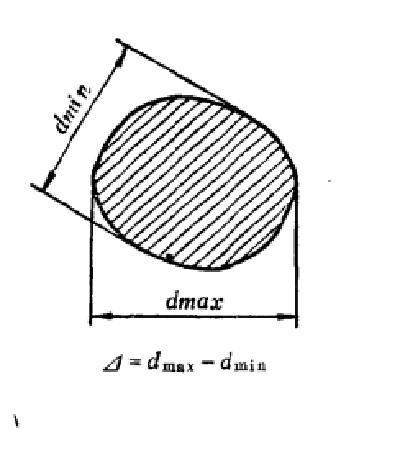
椭圆度也称不圆度,指圆形截面的轧材,如圆钢和圆形钢管的横截面上最大最小直径之差。
精选百科
本文由作者推荐
椭圆度
圆钢的横截面最大最小直径之差
中文名
椭圆度
外文名
Ellipticity
学科
互换性与技术测量
椭圆度的测量
椭圆度的测量,根据其定义,即为圆柱面的横剖面上最大与最小直径之差。因此,基本上是属于直径法,任何测量直径的方法都可以用来测量椭圆度,即分别测出其最大和最小直径后,求出其差,即为椭圆度之值。在具体测量时,显然也可以测其波动量的方法,即在测微仪触头下,工件在平工作台旋转一周时,以其最大与最小的示值差作为其椭圆度之值。也可以用气动差动法进行测量,其旋转角度可小于90°。
除了用直径法测椭圆度外,也可以用半径法测量。如带有顶尖孔的工件,可用半径法测量(将工件顶在顶尖间进行测量),但顶尖的偏心将对工件有影响;也可以在圆度仪上进行测量,但所测得的是半径方向的差值,故其实际的椭圆度应乘以两倍。
造成椭圆度的原因
珩磨后的零件,有时会出现椭圆度。造成椭圆度的原因很多:
(1)珩磨前一道工序加工时产生的椭圆度太大,以至珩磨后仍无法校正过来。
(2)珩磨留的余量太大,而珩磨时横进给量又太大,产生很高的切削温度,再加上冷却条件差,零件表面的热量散不出去,产生了局部变形,造成椭圆度。
(3)油石硬度不均匀,磨损情况不一样,结果使零件表面高低不平,或由于油石调整不当,造成椭圆度。
(4)夹具设计不当,或夹紧力太大,尤其是薄壁零件,珩磨后零件产生变形,造成椭圆度。
消除椭圆度的方法,首先应该检查珩磨前一道工序,弄清珩磨前零件的准备情况。检查一下前一道工序机床主轴和夹具的不同轴度,夹具和机床主轴的中心连线,在200毫米长度上允许的不同轴度应该不大于0.02毫米。然后测量一下珩磨前的零件孔径,看实际产生的椭圆度有多大。如果珩磨前一道工序产生的椭圆度太大,虽经珩磨仍无法校正时,应该对前一道工序的机床和夹具精度作重新调整,或者改用其他加工方法,以提高珩磨前的零件精度。一般说来,珩磨前的工序产生的几何尺寸偏差,不应该大于0.03~0.05毫米,否则就很难校正过来。然后检查珩磨余量,看留的余量是否适当。在珩磨过程中,还应该注意不用过大的横进给量。使用的冷却液要均匀而充分地浇注在零件加工表面。检查一下油石的质量,看它的硬度是否均匀,校正得平不平,调整得是否适当。如果油石硬度不符合使用要求时,就应该换新的。如果调整不当,应重新调整。当珩磨厚薄不均匀的零件时,采用的夹具应特别注意它的夹紧方式,尽可能避免因夹紧不当而产生的变形。下图所示为夹紧气缸套筒用夹具,它是用液性塑料来传递压力到定心套筒上去的,其优点是夹紧快,而且正确可靠。气缸套经过珩磨后,从夹具中取出时形状仍能保持不变。
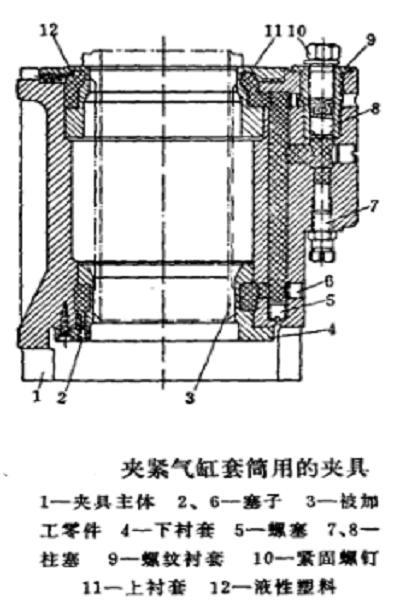
夹紧气缸套筒用的夹具
椭圆度误差及公差
椭圆度误差是指圆柱面(轴、孔)的同一横剖面内最大与最小直径之差

椭圆度误差
椭圆度公差是指圆柱面(轴、孔)的同一横剖面内允许的最大与最小直径之差

根据定义,椭圆度是直径差,其公差值前既不加


椭圆度公差的测量
椭圆度误差的测量方法很简单,可根据精度要求,选用不同的万能长度量仪进行测量。精度要求较低的可用卡尺、百分尺直接测出(下图)。精度要求高的可在比长仪上进行测量。
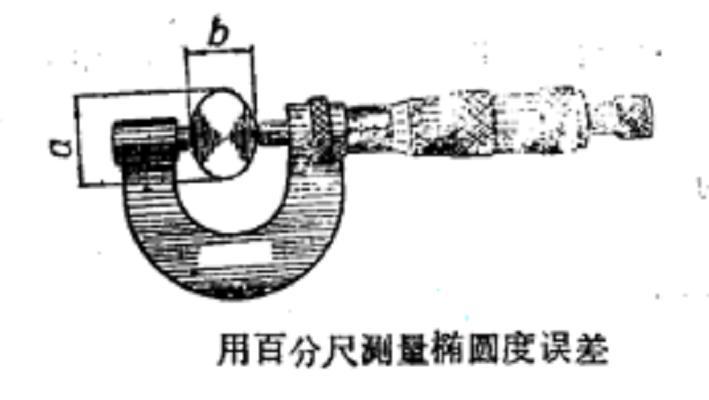
用百分尺测量椭圆度误差
应当指出:在被测零件的某一横剖面上,所测得的最大与最小直径之差。只表示该剖面的椭圆度误差,并不一定是整个形体的误差值。只有取零件上若干个横剖面,分别测出各自的椭圆度误差。取其中最大的误差值.才是整个形体的椭圆度误差。椭圆度相关的文章

多疑是指神经过敏、疑神疑鬼的消极心态,属于精神心理科疾病。与生活环境、消极暗示、受过伤害等有关,因心理脆弱而过度自我保护。多疑分为内应多疑和外应多疑。内应多疑的主要表现为总是怀疑某人对自己不好,某件事对自己不利,便耿耿于怀,闷闷不乐,情绪立即反常,半天都不能排解;外应多疑的主要表现为的觉得被人怀疑后
脑血管病是指脑部血管的各种疾病引起脑组织的缺血或出血性损伤,包括脑动脉粥样硬化、血栓形成、脑血管狭窄或闭塞、脑动脉炎、脑动脉损伤、脑动脉瘤、颅内血管畸形、脑动静脉瘘等。脑血管病的病因包括血脂异常、动脉粥样硬化、脂肪透明样变性纤维蛋白坏死、纤维肌肉发育不良、血管淀粉样变、血管炎、静脉血栓、血管痉挛等。
黄蓉是《射雕英雄传》女主角、《神雕侠侣》重要配角,在《倚天屠龙记》中,也曾引述过和黄蓉相关的事迹。她是“东邪”黄药师独女、“北丐”洪七公徒弟、丐帮第十九代帮主、南宋大侠郭靖的妻子,娇美无比,风姿绰约,武功高强,擅长打狗棒法、玉箫剑法、《九阴真经》功法、落英神剑掌、阴阳五行和八卦术数等
大理国(白语:Dablit guaif,937年—1094年,1096年—1254年),是中国西南地区的最后一个王国。大理国由白族首领段思平所建立,其政治中心位于洱海一带,首都为羊苴咩城(今云南大理市大理镇),疆域包括今中国云南省及其周边地区、缅甸北部、老挝北部等地,与南诏疆域大致相同。
黄玉娟女,香港资深配音演员,1990年加入亚洲电视配音组,2000年任职自由身配音演员,2003年10月转往无线电视配音组。其代表作是《蜡笔小新》的野原新之助和《乱马1/2》中的女乱马。其声线多变,从少年少女至老太婆均能出色演绎。现为日本演员天海佑希常任配音演员。
罗塞塔(英语:Rosetta),亦称拉希德(阿拉伯语:رشيد,Rashid),为埃及的海港都市。位于尼罗河三角洲西北部,距罗塞塔河口约13公里,人口约4万人。建于九世纪,是地中海地区与印度贸易的重要中继站。

尚可名片
这家伙太懒了,什么都没写!
作者



