
对焊机也称为电流焊机或电阻碰焊机。利用两工件接触面之间的电阻,瞬间通过低电压大电流,使两个互相对接的金属的接触面瞬间发热至融化并融合。
精选百科
本文由作者推荐

对焊机
用于金属材料焊接的设备
中文名
对焊机
额定容量
125KVA
焊接速度
30-48环/分钟
焊接链环直径
6mm-10mm
频率
50HZ
初级电压
380V/2相
机床尺寸
1800*1400*1950
气源动力
0.65Mpa
程序控制方式
PLC控制
操作场地
2M×4M
产品分类
对焊机根据焊接方式不同分:闪光对焊机,钢筋对焊机,铜杆对焊机。
闪光对焊主要是利用工件对口接触电阻产生热量加热工件,金属表面熔化,温度梯度大,热影响区比较小。
焊缝是在工件对口固相金属产生塑性变性条件下,形成共同晶粒。焊缝组织、成分接近基本金属(或者经过热处理),比较容易获得等强等塑焊接接头。
闪光过程具有排出空气,降低金属氧化的自保护功能。顶锻还能将氧化物随液体金属排出焊缝之外。焊缝夹杂、未焊透等缺陷较少。
闪光过程具有较强的自调节功能,对严格保持规范一致性要求较低,焊接质量稳定。单位焊接截面积需要电功率小,焊接低碳钢只需(0.1-0.3)KVA/mm2电功率。
焊接生产率高,焊接一个接头只需几秒至几十秒。
工作原理
散热器闪光对焊机采用两台125KVA工频阻焊变压器为电源,两端同时压紧、放电闪光、顶锻,完成两个钢制散热器片头与中间椭圆管的对接。烧化量、顶锻量、焊接电流均由PLC通过通过液晶屏设定、显示。
焊接范围
焊接适用范围广,原则上能锻造的金属材料都可以用闪光对焊焊接。例如低碳钢、高碳钢、合金钢、不锈钢等有色金属及合金都可以用闪光对焊焊接。
焊接截面积范围大,一般从几十至几万mm2截面积都能焊接。
闪光对焊广泛应用于焊接各种板件、管件、型材、实心件、刀具等,应用十分广泛,是一种经济、高效率的焊接方法。
主要优点
1、节能。散热器闪光对焊机采用的是两台125KVA的阻焊变压器为电源,气动压紧、顶锻,无液压站。相较于其它其它采用两台315KVA的单相交流阻焊变压器和两台功率为18KVA液压站的焊机,UN-250AB焊机可节电达78℅。
2、对电网的要求低。仅需250KVA的电网即可满足。
3、焊接精度高。采用可编程控制器PLC和进口步进电机来控制闪光过程,能精准设定烧化量和烧化速度;通过微电脑阻焊控制器来控制焊接电流。焊后片头的中心距误差可控制在在±0.2mm内,方便后续的组片焊接。
4、自动对中功能。保证焊接前管柱两端和两个片头端的间距一致,从而保证两端烧化量的一致。
5、焊接效率高。由于工件的压紧采用的是倍力气缸,其反应速度明显快于液压缸。
6、操作及维修服务方便。由于无液压站,产品的调试点、故障点要少,不会出现漏油等现象。
安全操作
(1)接送料的工作台面应和切刀下部保持水平,工作台的长度可根据加工材料长度确定。加工较长的钢筋时,应有专人帮扶,并听从操作人员指挥,不得任意推拉。
(2)启动前,必须检查切刀应无裂纹,刀架螺栓紧固,防护罩牢靠。然后用手转动皮带轮,检查齿轮啮合间隙,调整切刀间隙。
(3)启动后,应先空运转,检查各传动部分及轴承运转正常,方可操作。
(4)机械未达到正常转速时不得切料。切断时必须使用切刀的中、下部位,握紧钢筋对准刀口迅速送入,操作者应站在固定刀片一侧用力压住钢筋,应防止钢筋末端弹出伤人。严禁用两手分在刀片两边握住钢筋俯身送料。
(5)不得剪切直径及强度超过机械铭牌规定的钢筋和烧红的钢筋。一次切断多根钢筋时,其总截面积应在规定范围内。
(6)剪切低合金钢时,应更换高硬度切刀,剪切直径应符合机械铭牌规定。
(7)切断短料时,靠近刀片的手和刀片之间的距离应保持150mm以上,如手握端小于400mm时,应用套管或夹具将钢筋短头压住或夹牢。
(8)运转中严禁用手直接消除附近的断头和杂物,钢筋摆动周围和刀口附近非操作人员不得停留。
(9)当发现机械运转不正常、有异常响声或切刀歪斜时,应立即停机检修。维修保养必须停机,切断电源后方可进行。
(10)液压传动式切断机作业前,应检查并确认液压油位及电动机旋转方向符合要求。启动后,应空载运转,松开放油阀,排净液压缸体内的空气,方可进行切筋。
(11)手动液压式切断机使用前,应将放油阀按顺时针方向旋紧,切割完毕后,应立即按逆时针方向旋松。作业中,手应持稳切断机,并戴好绝缘手套。
(12)作业后应切断电源,用钢刷消除切刀间的杂物,进行整机清洁润滑。
技术
1)程控降低电压闪光对焊这种焊接方法的特点是,闪光开始阶段采用较高的次级空载电压,以利于激起闪光,当端面温度升高后,再采用低电压闪光,并保持闪光速度不变,以提高热效率。接近顶锻时,再提高次级电压,使闪光强烈,以增加自保护作用。
程控降低电压闪光对焊与预热闪光对焊相比较,具有焊接时间短、需用功率低、加热均匀等优点。
2)脉冲闪光对焊这种焊法的特点是,在动夹钳送进的行程中,通过液压振动装置,再叠加一个往复振动行程,振幅为0.25-1.2mm,频率为3-35Hz均匀可调。由于振动使焊件端面交替的短路和拉开,从而产生脉冲闪光。
脉冲闪光对焊与普通闪光对焊相比较,由于没有过梁的自发爆破,喷溅的微粒小、火口浅,因而热效率可提高一倍多,顶锻留量可缩小到2/3-1/2。
以上两种方法主要是为了满足大断面工件闪光对焊的需要。
3)矩形波闪光对焊这种焊法与工频交流正弦波闪光对焊相比较,能显著提高闪光的稳定性。因为正弦波电源当电压接近零位时,将使闪光瞬间中断,而矩形波可在全周期内均匀产生闪光。与电压相位无关。
矩形波电源单位时间内的闪光次数比工频交流提高30%,喷溅的金属微粒细,火口浅、热效率高。矩形波频率可在30-180Hz范围内调节。这种方法多用于薄板和铝合金轮圈的连续闪光对焊。
使用
1、对焊焊接工艺根据对焊机的工作原理,对焊工艺可分为电阻对焊和闪光对焊两种:
电阻对焊是将钢筋的端接头加热到塑性状态后切断电源,再加热达到塑性连接。这种焊接工艺容易在接头部位产生氧化和夹渣,并要求钢筋的断面要光洁平整,同时焊接时耗电很大,要求焊机功率大,因而很少采用。
闪光对焊是指在焊接过程中,从钢筋端接头处喷出熔化的金属微粒,呈现火花(即闪光)。在熔化金属喷出的同时,也将氧化物及夹渣带出,使对焊接头质量好,因而被广泛应用,尤其对低碳钢和低合金钢的对接,更为适用。
2、使用方法
使用对焊机应注意下列事项:
调整两钳口间的距离。旋动调节螺钉使操纵杆位于左极限时钳口间距应为两焊件总伸出长度和挤压量之差。当操纵杆处于右极限时,钳口间距离应为两焊件总伸出长度再加上2~3mm,此焊接前原始位置。
调整短路限位开关,使其在焊接结束(到达预定挤压量)时,能自动切断电源。
按焊件形状,调整钳口并使两钳口位于同一水平,然后夹紧焊件。
为防止焊件的瞬时过热,试焊时要逐次增加调节级数,选用适当次级电压。在闪光对焊时,宜用较高的次级电压。
为避免部件在焊接时发生过热现象,必须打开冷却水阀通水后方可施焊。为了便于检查,焊机左侧前方设有一漏斗,可直接观察水流情况,以便检查焊机内部有无冷却水流过。
3、钢筋对焊机的操作要点
对焊机操作人员必须经过专业培训,熟悉对焊机构造、性能、操作规程,并掌握工艺参数选择、质量检查规范等知识。
操作前应检查焊机各机构是否灵敏可靠,电气系统是否安全,冷却水泵系统有无漏水现象,各润滑部位是否注油良好等。
严禁对焊超过规定直径的钢筋,主筋对焊必须先焊后冷拉。为确保焊接质量,在感觉端头约150mm范围内,要进行清污、除锈及矫正等工作。
操作人员作业时,必须带好有色防护眼镜及帽子等,以免弧光刺激眼睛和熔化的金属灼伤皮肤。
对焊机应停放在清洁干燥和通风的地方,现场使用的对焊机应设有防雨、防潮、防晒的机棚,并备有消防器具,施焊范围内不可堆放易燃物。
对焊机应设有专用接线开关,并装在开关箱内,熔丝的容量应为该机容量的1.5倍。焊机外壳接地必须良好。
对焊后外观检查,钢筋接头应适当镦粗,表面没有裂纹和明显烧伤。接头轴线曲轴不大于6°,偏移不大于钢筋直径的1/10,并不得大于2mm。
作业后要清理好场地,消灭火种,冬季还要压缩空气吹净冷却管路中存水,切断电源。
参考资料
1.对焊机相关技术与焊接方法的特点 · .(引用日期:2013-09-08)
对焊机相关的文章

1917年俄国革命是1917年于俄国发生的一系列革命运动的统称,这些运动最终灭亡了俄罗斯帝国并建立了苏维埃俄国。在1917年3月(儒略历2月)的二月革命使得罗曼诺夫王朝被推翻,临时政府掌权。同年11月(儒略历10月)的十月革命使得临时政府遭推翻,被布尔什维克(苏维埃)政府取代。
准噶尔盆地(英文Junggar Basin;“噶”为gá),位于中国新疆的北部,是中国第二大的内陆盆地。准噶尔盆地位于阿尔泰山与天山之间,西侧为准噶尔西部山地,东至北塔山麓。盆地呈不规则三角形,地势向西倾斜,北部略高于南部,北部的乌伦古湖(布伦托海)湖面高程479.1米,中部的玛纳斯湖湖面270米,
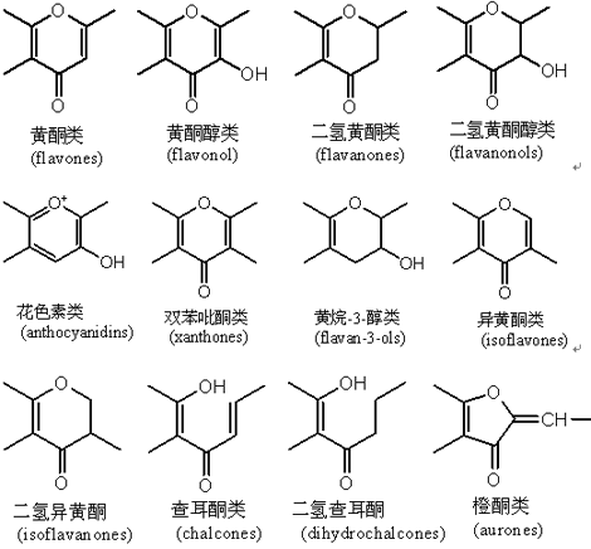
黄酮黄酮类化合物的总称黄酮(flavone),是黄酮类化合物的总称,泛指两个具有酚羟基的苯环(A-与B-环)通过中央三碳原子相互连结而成的一系列化合物。黄酮类化合物结构中常连接有酚羟基、甲氧基、甲基、异戊烯基等官能团。黄酮类化合物(英语:Flavonoid,又称类黄酮)是指基本母核为2-苯基色原酮类化合物,现在则泛指两个具有酚羟基的苯环通过中央三碳原子相互连接的一系列化合物。他们来自于水果、蔬菜、

尚可名片
这家伙太懒了,什么都没写!
作者

