
挤压比(extrusion ratio)是指挤压筒腔的横断面面积同挤压制品总横断面面积之比,也叫挤压系数。挤压比是挤压生产中用于表示金属变形量大小的参数,用λ表示:λ=Ft/ΣF1 式中Ft为锭坯在挤压筒内填充后的横断面积,mm^2;ΣF1为挤压制品的总横断面积,mm^2挤压时金属变形量的大小也可用变形程度ε表示:ε=λ-1
精选百科
本文由作者推荐
挤压比相关的文章
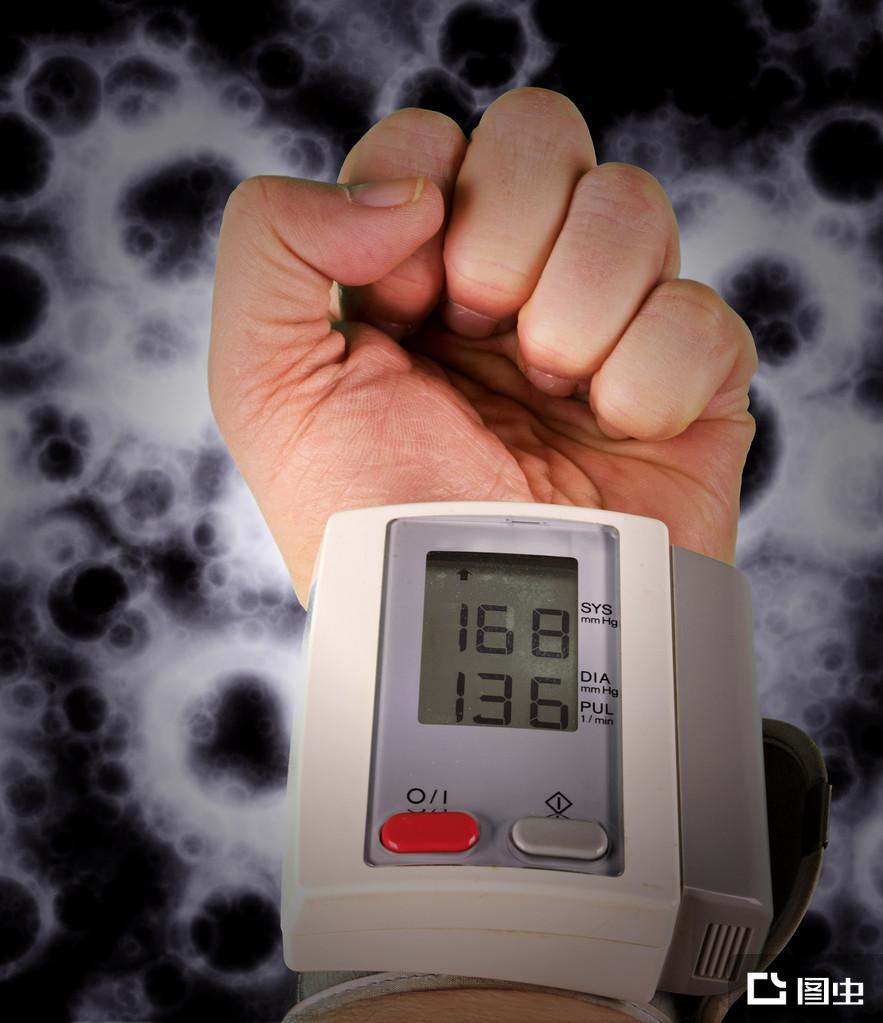
高血压(英文:Hypertension)是指在静息状态以收缩压和(或)舒张压持续升高(收缩压≥140mmHg,舒张压≥90mmHg)为主要临床表现的心血管综合征。

察合台汗国(1222年-1670年)是蒙古四大汗国之一,位于中国西北及中亚地区,肇基于成吉思汗赐予次子察合台封地,建都于阿力麻里的虎牙思(今新疆霍城县水定镇西北),国号察合台汗国。察合台汗国前后分为察合台汗国(1222-1347年)、西察合台汗国(1347-1369年)、东察合台汗国(1347-15
西晋(公元265年—公元316年)是中国历史上三国时期之后的大一统王朝之一,另与东晋合称晋朝。传四帝,国祚五十一年。若以灭东吴始,则仅立朝37年。为了区别于东晋,史称西晋,两晋又被称为司马晋。

提比略·恺撒·奥古斯都罗马帝国第二位皇帝提比略,全名提比略·恺撒·(神君奥古斯都之子·)奥古斯都(拉丁语:Tiberius Caesar Divi Augusti filius Augustus,公元前42年11月16日—公元37年3月16日),原名提比略·克劳狄乌斯·尼禄或提比略·尤里乌斯·恺撒(Tiberius Claudius Nero或Tiberius Julius Caesar),中文又
张楷依,1988年8月20日生于北京,中国内地女演员,毕业于北京电影学院。2010年3月出演爱情家庭剧《媳妇的美好时代》正式出道。2011年1月出演谍战电视剧《毒刺》。2013年9月出演抗日战争剧《神枪之倒刺》。2015年2月因主演古装神话剧《石敢当之雄峙天东》而被观众熟知。2016年1月出演都市悬疑剧《寻找爱的冒险》。同年8月出演网络电影《仙侠学院》。2017年3月出演2017版古装武侠剧《射雕英雄传》。2019年主演影片《天机之九幽业火》。[1]

尚可名片
这家伙太懒了,什么都没写!
作者


