该产品是由精炼基础油复配不同比例的硫化猪油、硫化脂肪酸酯、极压抗磨剂、润滑剂、防锈剂、防霉杀菌剂、抗氧剂、催冷剂等添加剂合成,产品因此具有极佳的对数控机床本身、刃具、工件的彻底保护性能。切削油有超强的润滑极压效果,有效保护刀具并延长其使用寿命,可获得极高的工件精密度和表面光洁度。
精选百科
本文由作者推荐

切削油
用于数控加工的建筑材料
中文名
切削油
外文名
Cutting fluid
功能
保护刀具,提高加工质量
水溶性
溶液型,乳化型
应用领域
数控加工
非水溶性
矿物油,动植物油,混合油
类型
切削液按油品化学组成分为非水溶性(油型)液和水溶性(水型)液两大类。
油型又分矿物油切削油(或复合油)、极压切削油、活性切削油三种。所用的矿物油有煤油、柴油、轻质润滑油馏分。矿物油中加入一定比例的动、植物油(5%~10%)便是复合油,适用于轻负荷的切削加工。极压切削油中加有
硫、磷、氯
极压添加剂,以满足黑色金属,齿轮等深度金属加工的要求。活性切削油中加入活性硫等化合物,用于高合金材料深孔钻、攻丝等深度加工。水型水基的切削液可分为乳化液、半合成切削液和合成切削液。
按用途可进一步分成通用型、防锈型、极压型和透明型四种。前三种均为石油润滑油基础油中加入乳化剂及其他添加剂(抗磨剂等)的水包油型乳化液。透明型可以是加入少量润滑油或不加入润滑油(即全水基合成切削液)的透明液体。水型切削油是近数十年来发展较快、使用较广的品种。
还有一种完全是水的切削液,即电解强碱水。强碱水设备生产的强碱水,PH最高可达13--13.5。
与切削油和水性切削液相比,碱性电解水的原料是100%的水,来源稳定且价格低廉,成本仅是水性切削液的十分之一甚至更少。具有优越的冷却、清洗性能,不发泡,容易涮洗,同时碱性电解水又具有良好的防锈性能。而且切削油和水性切削液中都含有有机化合物、油性剂、界面活性剂等成分,对人体健康和环境有破坏作用,而碱性电解水对人体和环境无害,是一种环保、低成本的切削液,在高速浅层切削上可以完全取代水性切削液。
选用分析
切削油的选用原则必须满足切削性能和使用性能的要求,即应具备良好的润滑、冷却、防锈和清洗性能,在加工过程中能满足工艺要求,减少刀具损耗,降低加工表面粗糙度,降低功率消耗,提高生产效率。同时应考虑使用的安定性。因此切削液的选用应遵循以下原则:
1、切削液应无刺激性气味,不含对人体有害的添加剂,确保使用者的安全。
2、切削液应满足设备润滑、防护管理的要求,即切削液应不腐蚀机床的金属部件,不损伤机床密封件和油漆,不会在机床导轨上残留硬的胶状沉淀物,确保使用设备的安全和正常工作。
3、切削液应满足工件工序间的防锈要求,不锈蚀工件。加工铜合金时,不应选用含硫的切削液。加工铝合金时,应选用PH值为中性的切削液。
4、切削液应具有优良的润滑性和清洗性能。选择最大无卡咬负荷值高、表面张力小的切削液,并经切削液试验评定。
5、切削液应具有较长的使用寿命,这对加工中心尤为重要。
6、切削液应尽量适应多种加工方式和多种工件材料。
7、切削液应低污染,并有废液处理方法。
8、切削液应价格便宜,配制方便。
适用领域
切削油
适用于铸铁、合金钢、碳钢、不锈钢、高镍钢、耐热钢、模具钢等金属制品的切削加工、高速切削及重负荷切削加工。包括车、铣、镗、高速攻丝、钻孔、铰牙、拉削、滚齿等多种切削加工。一种特种润滑油,由低粘度润滑油基础油加入部分动植物油脂及抗氧剂、抗磨剂、防锈剂等经调合制得。有油型和水型两种。后者含水80%~95%,具有乳化能力,一般称切削液。切削油在金属切削加工过程中用于润滑和冷却加工工具和部件。功能在金属切削加工中,切削每次都在新生面上进行,速度变化每分钟数毫米至数百米,压力高达2~3GPa。切削时除外摩擦外,还有刀具与切入金属内部的分子内摩擦,切削区界面温度可达600~800℃。这样的高温高压会使刀具的强度和硬度降低,因此切削油必须兼具冷却、润滑、清洗和防锈四个作用。
冷却表现在降低刀尖温度、抑制被切削材料和刀具的热膨胀,以提高操作性能和加工精度。水的热导率和比热容均比油大,粘度也比油小,故乳化液的冷却性能远比油好。
润滑减少前刀面与屑、后刀面与加工表面的摩擦,防止发生粘着、积瘤、鳞刺或冷焊,以减少功率消耗和刀具磨损,并得到较好的表面光洁度。
防锈为防止大气中的水和氧气对新加工表面的锈蚀,在切削油中要加入防锈剂,提高切削油的防锈性能,以满足工件在加工过程中短期防护之需。
清洗利用液流冲去细小的切屑和粉末,防止粘结,以保证刀具和工件连续加工。在磨加工中,清洗性差的切削油会导致堵塞砂轮,使磨削区温度升高和烧坏工件。使用低粘度油和加入表面活性剂能提高切削的清洗性。
除上述性能外,切削液还应具有乳液在加工过程中的稳定性、不分层、抗硬水和抗细菌污染变质的能力。
来源
众所周知,切削液是金属切削加工的重要配套材料。人类使用切削液的历史可以追溯到远古时代。人们在磨制石器、铜器和铁器时,就知道浇水可以提高效率和质量。在古罗马时代,车削活塞泵的铸件时就使用橄榄油,16世纪使用牛脂和水溶剂来抛光金属盔甲。从1775年英国的约翰·威尔金森(J.wilkinson)为了加工瓦特蒸汽机的汽缸而研制成功镗床开始,伴随出现了水和油在金属切削加工中的应用。到1860年经历了漫长发展后,车、铣、刨、磨、齿轮加工和螺纹加工等各种机床相继出现,也标志着切削液开始较大规模的应用。
19世纪80年代,美国科学家就已首先进行了切削液的评价工作。F·W·Taylor发现并阐明了使用泵供给碳酸钠水溶液可使切削速度提高对30%~40%的现象和机理。针对当时使用的刀具材料是碳素工具钢,切削液的主要作用是冷却,故提出“冷却剂”一词。从那时起,人们把切削液称为冷却润滑液。
区别
油基切削液油基切削液的润滑性能较好,冷却效果较差。水基切削液与油基切削液相比润滑性能相对较差,冷却效果较好。慢速切削要求切削液的润滑性要强,一般来说,切削速度低于30m/min时使用切削油。
含有极压添加剂的切削油,不论对任何材料的切削加工,当切削速度不超过60m/min时都是有效的。在高速切削时,由于发热量大,油基切削液的传热效果差,会使切削区的温度过高,导致切削油产生烟雾、起火等现象,并且由于工件温度过高产生热变形,影响工件加工精度,故多用水基切削液。
乳化液把油的润滑性和防锈性与水的极好冷却性结合起来,同时具备较好的润滑冷却性,因而对于大量热生成的高速低压力的金属切削加工很有效。与油基切削液相比,乳化液的优点在于较大的散热性,清洗性,用水稀释使用而带来的经济性以及有利于操作者的卫生和安全而使他们乐于使用。实际上除特别难加工的材料外,乳化液几乎可以用于所有的轻、中等负荷的切削加工及大部分重负荷加工,乳化液还可用于除螺纹磨削、槽沟磨削等复杂磨削外的所有磨削加工,乳化液的缺点是容易使细菌、霉菌繁殖,使乳化液中的有效成分产生化学分解而发臭、变质,所以一般都应加入毒性小的有机杀菌剂。
化学合成切削液的优点在于经济、散热快、清洗性强和极好的工件可见性,易于控制加工尺寸,其稳定性和抗腐败能力比乳化液强。润滑性欠佳,这将引起机床活动部件的粘着和磨损,而且,化学合成留下的粘稠状残留物会影响机器零件的运动,还会使这些零件的重叠面产生锈蚀。
水基切削液一般在下列的情况下应选用水基切削液:
对油基切削液潜在发生火灾危险的场所;
高速和大进给量的切削,使切削区趋于高温,冒烟激烈,有火灾危险的场合。
从前后工序的流程上考虑,要求使用水基切削液的场合。
希望减轻由于油的飞溅护油雾和扩散而引起机床周围污染和肮脏,从而保持操作环境清洁的场合。
从价格上考虑,对一些易加工材料护工件表面质量要求不高的切削加工,采用一般水基切削液已能满足使用要求,又可大幅度降低切削液成本的场合。
当刀具的耐用度对切削的经济性占有较大比重时(如刀具价格昂贵,刃磨刀具困难,装卸辅助时间长等);机床精密度高,绝对不允许有水混入(以免造成腐蚀)的场合;机床的润滑系统和冷却系统容易串通的场合以及不具备废液处理设备和条件的场合。均应考虑选用油基切削液。
参考配方
水基切削液常见配方
矿物油:8%~20%+妥尔油:1~8%+PEG600:4%~5%+油酸三乙醇胺:5%~6%+氯化石蜡:1~3%+脂肪醇聚氧乙烯醚:3%~5%+NP-10:3~5%+乙二胺四乙醇:1%~2%+有机硅消泡剂:1~2%+酒石酸钠:1~2%+石油磺酸钠:4%~5%+水:余量
油基切削液常见配方
硫化脂肪酸酯(YD-3015):5%+硫化猪油YD-1810B:2%+氯化石蜡(T301):2%+环氧大豆油:1%+150SN基础油:余量
常见问题
| 现象 | 原因 | 措施 |
| 摩擦磨损导致刀具耐用度降低(后刀面磨损急剧增大) | 由于刀尖处润滑性不足产生机械磨损 | 选用脂肪含量多的油性切削油把活性切削油换成不活性油基切削油若切削液明显劣化、应换用新液增大供液量和供液压力,直接向后刀面供液使用水性切削液的场合,选用含有润滑性优异的极压添加剂的乳化型切削液,并在高浓度下使用 |
| 刀尖粘结,积屑瘤破碎 | 由于抗粘性能不佳,以至于积屑瘤异常增大;由于积屑瘤破碎引起刀刃损伤与剥落,由此产生摩擦磨损 | 换用活性强的切削液检查活性度,如果降低了,应补加添加剂(油性切削油)将水性切削液换成油性切削油 |
| 过度发热导致刀具耐用度降低(刀尖软化、熔融、切屑变色) | 对于刀尖部分蓄热的冷却不充分 | 换油性切削油为水性切削液增大供油量和供油压力保持切削油的温度(不升高) |
| 加工精度不好 | 冷却不均或不充分由于积屑瘤的附着导致过大切深 | 充分供油保持切削温度一定换用抗粘性优异的油性切削油补充极压添加剂(油性切削油) |
| 从油性切削油换成水性切削液时,刀具耐用度降低 | 由于切削液种类固有的性能差别引起润滑性不足 | 将含极压剂的乳化型切削液在高浓度下使用将水性切削液的原液向刀具喷雾供给 |
技术参数
| 型号 | 粘度@40℃cSt | 闪点 | 颜色 | 适用材料 | 说明 |
| 15 | 170 | 棕色 | 铁、合金钢、不锈钢高镍钢、模具钢等黑色金属 | 透明深棕色,含多量极压添剂,低油雾、具良好渗透冷却性。适用各种高硬度金属于深孔鑚、枪鑚、攻丝、拉削等重负载及高速切削加工。该产品不适合铜加工。 | |
| 32 | 196 | 深棕色 | 铁、合金不锈钢、高镍钢、耐热钢等黑色金属 | 含多量高活性极压剂,专用于难切削金属的重负荷加工,提供极佳的产品表面光洁度,延长刀具使用寿命。适合高硬度金属的多工序加工,用于自动车床及加工中心。 | |
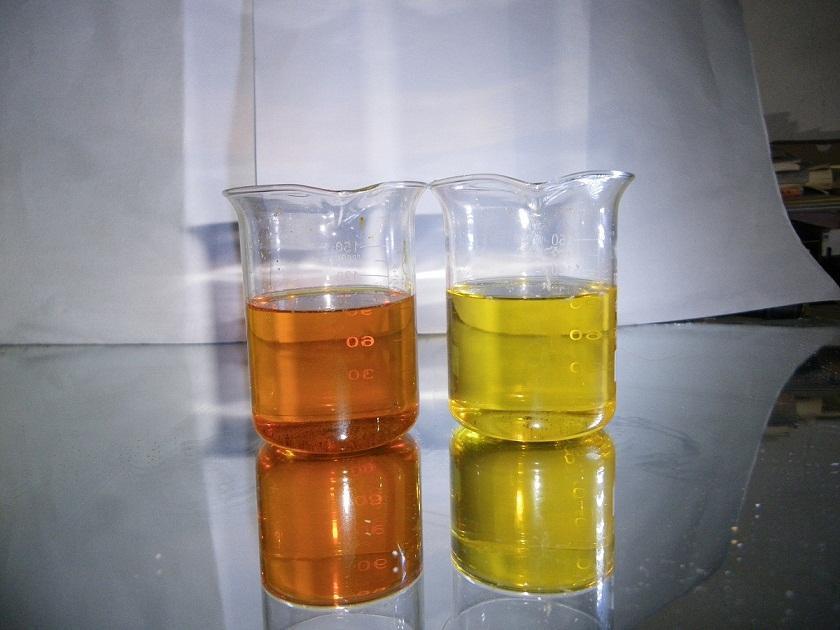
| 17.5 | 185 | 淡黄透明 | 铸铁、不锈钢、合金钢、高低碳钢、高抗力钢 | 是一种由深度精制基础油调制而成的油性切削油,含有非活性硫及氯极压添加剂,适用与多种材料的高速切削,鑚孔、攻丝、拉削、拉扎、滚齿及刨齿等加工。 | |
| 31 | 198 | 浅黄透明 | 铸铁、不锈钢、合金钢、高低碳钢、高抗力钢 | 是一种由精制矿物油及非活性硫、氯极压添加剂调制而成的油性切削液,适用于多种材料的攻丝、鑚削、铣削、车削、等加工。 | |
| 22 | 183 | 浅黄 | 铁、合金钢系不锈钢、耐热铜、工具钢、铜合金、铝合金、铝等 | 浅黄色透明、低油雾、环保配方、不含硫/氯类添加剂,对有色金属无腐蚀,并对铁类金属有1-3个月的防锈。专利技术,对铜、铝及不锈铜、碳铜均有极佳效果适中粘度,可同时用于液压/导轨/齿轮润滑,用途广泛。 |
切削油相关的文章

《神雕侠侣》是作家金庸创作的长篇武侠小说,是金庸“射雕三部曲”系列的第二部(第一部为《射雕英雄传》,第三部为《倚天屠龙记》)。小说于1959年5月20日在香港《明报》连载,1961年完结。小说有“明报版”“修订版”两个版本,其中“修订版”包括1976年的修订本(后由三联出版社出版),和2003年的新

松山健一(日文名:まつやま けんいち),别名松山研一,1985年3月5日出生于日本青森陆奥,日本男演员。2001年,松山健一参加“New Style Audition”试镜活动,获得冠军从而进入娱乐圈。

哈密市,古称“昆莫、昆吾、伊吾、伊吾卢、哈梅里、哈密里”,是中国新疆维吾尔自治区下辖地级市,位于新疆东部,地跨东天山南北,总面积14.21万平方千米,是新疆通往内地的门户。2020年末哈密市常住人口673383人,是多民族聚居地区,有汉、维吾尔、哈萨克、回、蒙古等39个民族。哈密市辖伊州区、 巴里
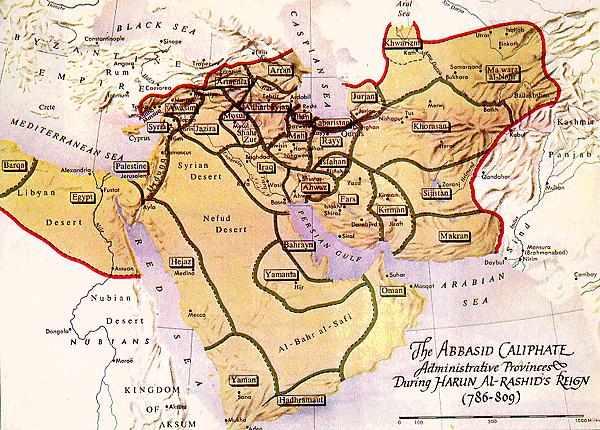
伊本·穆卡法(Ibn al—Muqaffa‘,约724~759),阿拉伯著名文学家、哲学家。原名罗兹比·本·达祖威。波斯设拉子南部的朱尔村人。其父在伍麦叶王朝时任税收官,家族原信奉琐罗亚斯德教,后改宗伊斯兰教。

洛浦县位于昆仑山北麓,塔里木盆地边缘,地处东经79°59′-81°83′,北纬36°30′-39°29′东邻策勒县,南靠昆仑山,西以玉龙喀什河为界与和田县、市隔河相望,北伸延入塔克拉玛干沙漠与阿克苏市、阿瓦提县为邻,南北长约337.5公里,东西宽约24.9公里至67.5公里,总面积14287平方公里。
甲基(methyl group),甲烷分子中去掉一个氢原子后剩下的电中性的一价基团。由碳和氢元素组成。甲基作为一个化学基团(-CH3),它能够结合在DNA上某些特定部位,这个甲基和DNA结合过程叫甲基化,相反,甲基从DNA上脱落的过程就叫做去甲基化。

尚可名片
这家伙太懒了,什么都没写!
作者