
滑油箱,干槽式。有独立外部油箱的滑油系统称,现在燃气涡轮发动机绝大部分是干槽式。一般用铝合金钣或钢钣焊接而成,通常安装在发动机上。
精选百科
本文由作者推荐
滑油箱
飞机上用来存放滑油的箱体
中文名
滑油箱
外文名
Oil tank
分类
中央油箱和大翼油箱
应用
飞机
种类
- 干槽式。有独立外部油箱的滑油系统称,燃气涡轮发动机绝大部分是干槽式。一般用铝合金钣或钢钣焊接而成,通常安装在发动机上
- 湿槽式。如果滑油存在于发动机内集油槽或集油池中。
A320飞机油箱的种类
320的油箱分四个,机身上的中央油箱,容量6.4吨,大翼油箱分翼根的内油箱,中部的外油箱和翼尖的充气油箱,内油箱容量5.5吨,外油箱容量700公斤,充气油箱一般不装油,用作溢油和油箱通气,所以大的方向来分就是中央油箱和大翼油箱。
要求
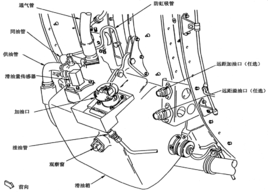
1、膨胀空间。滑油箱应留有一定的膨胀空间,这是因为使用过的滑油温度高,体积有一定的膨胀,流动过程中会产生一些泡沫,易使滑油体积变大。膨胀空间的大小:根据美国联邦航空局(FAA)的规定为0.5加仑或滑油箱容积的10%,二者中较大的那个数字。
2、注油口。注油口分为重力注油口和压力注油口,根据美国联邦航空局的要求在注油口的口盖上应标有“oil”字样。
3、滑油量标尺。在滑油箱内应有滑油标尺或观测窗口,便于了解滑油箱内的滑油量,滑油量表示现有的滑油容积。油箱有传感器测量油箱滑油量,并在驾驶舱仪表上指示。
4、放油孔。在滑油箱底部应有放油孔。
5、油气分离器。箱中装有油气分离器,将滑油回油中的气体分离,滑油可继续循环使用。[1]
油量测量原理
航空发动机滑油箱油量体积V是液位传感器测得的浸油深度h和飞机姿态角(即油箱中的液面角)α、β的非线性函数。V=f(h,α,β)由上式可知,要得到油箱中剩余油量的多少,则需要求得液位传感器在飞机某时刻的飞行姿态下的浸油深度h,以及这种飞行状态下油液液面的角度α、β。传感器的浸油深度h可由电容式液位传感器测得,油液液面角α、β可通过飞行姿态参数和三轴过载参数计算。通过浸油深度h、油液液面角α、β可以求得油箱在这种液位、液面角下的体积值,最后生成一个关于传感器测量高度h,油液液面角α、β和滑油油量体积的数据库,对发动机滑油箱油量的实时测量分析提供数据。[2]
补焊修理工艺
1滑油箱补焊修复工艺路线。
清洗烘干滑油箱→氩气保护→补焊→焊后打磨→目视检查→X光检查
2滑油箱补焊工艺要求
2.1清洗烘干滑油箱先用温度为80~90℃的洗涤液清洗滑油箱壳体内腔30分钟,洗涤液成分为(1%~10%)741金属洗涤液;再用80~90℃的热水清洗滑油箱壳体内腔,反复清洗5~6次,然后将清洗合格的滑油箱放入烘干箱中,把烘干箱温度调至100℃,烘干15~20分钟。注意检查滑油箱壳体内部是否完全烘干,若没有,可适当延长烘干时间,直至壳体完全没有水分残留。
2.2氩气保护将整个滑油箱壳体内腔应通入氩气,保证一定的氩气流量,确保内腔空气完全排尽。充氩保护的注意事项如下:①氩弧焊时焊缝背面应提前送气,流量适当加大,空气排出后,流量逐渐减小。焊接过程中应不间断地向壳体内充氩。停焊时滞后停气,使焊缝得到充分的保护。另外应特别注意的是,空气排净后才能进行焊接,否则影响充氩的保护效果。②氩气流量应适当。流量过小,保护不好,焊缝背面容易氧化。流量过大,焊接时产生涡流带人空气,保护效果也会变坏,同时会引起焊缝根部内凹等缺陷,影响焊接质量。③氩气入口应置于封闭段尽可能低的位置,空气排出孔应置于封闭段最高位置。因为氩气比空气重,从较低位置充人氩气容易保证获得更高的浓度,充氩保护效果也就更好。④为了减少壳体内氩气从焊口间隙处流失,影响保护效果,增加成本,焊接前可沿焊口间隙贴上胶带,焊接时揭去胶带。
2.3补焊①焊前清理:用风钻和砂轮对滑油箱壳体上的补焊处表面进行抛光、去除氧化皮及污物,再用丙酮擦洗,去除油脂和污物。②焊接:试验确定的焊接参数对滑油箱壳体进行焊接。③打磨:焊后对焊缝余高进行打磨,保证与原始型面齐平。④目视检查:对补焊部位进行外观检查,不允许有未融合、未焊透、夹杂、咬边、气孔以及裂纹等缺陷。⑤X光检查:对补焊处进行X光检查,不允许有焊接缺陷。[3]
参考资料
1.航空发动机滑油箱油量实时测量的方法研究 · 中国知网(引用日期:2021-11-24)
2.航空发动机滑油箱油量实时测量的方法研究-中国知网 · 中国知网(引用日期:2021-11-24)
3.航空发动机滑油箱补焊技术-中国知网 · 中国知网(引用日期:2021-11-24)
滑油箱相关的文章

科威特国(阿拉伯语:دولةالكويت,英语:The State of Kuwait),简称科威特(阿拉伯语:الكويت),是一个位于西亚地区阿拉伯半岛东北部、波斯湾西北部的君主立宪国。在南部与沙特阿拉伯、北部与伊拉克分别接壤。同伊朗隔海相望,该国首都科威特城与该国名称同名。海岸线长290公
唐纳德·特朗普(Donald Trump),1946年6月出生于美国纽约州纽约市皇后区,祖籍德国巴伐利亚自由州卡尔斯塔特镇,美国政治家、企业家、房地产商人、主持人、电影演员,美国第45任总统(2017.1.20-2021.1.20)。
小编整理:基督教(Christians)是奉耶稣基督为救世主的教派,包括天主教、新教、东正教等。基督教一般认为,其基本教义都是出自于《圣经》。基督教一般认为,上帝的三位一体:基督教作为一神论的特色是基督教的神是“三位一体”的神,同一个上帝具有三个位格:圣父、圣
马克·安东尼(Mark Antony)是古罗马政治家和军事家,全名马尔库斯·安东尼斯·马西·费尤斯·马西·尼波斯(Marcus Antonius Marci Filius Marci Nepos),约前83年1月14日出生于罗马。他是盖乌斯·尤利乌斯·凯撒最重要的军队指挥官和管理人员之一。凯撒被刺后

阿克苏市,隶属新疆维吾尔自治区阿克苏地区,位于塔克拉玛干沙漠西北边缘,塔里木河上游,因水得名,维吾尔语意为“白水城”,意为“清澈的水”。古为中国秦汉西域三十六国的姑墨、温宿两国属地,是古丝绸之路上的重要驿站,也是龟兹文化和多浪文化的发源地,素有“塞外江南”之美誉,是阿克苏地区政治、经济、文化中心,兵团一师师部原所在地。阿克苏市气候宜人、地势平坦、土地肥沃、水源丰富、光照充足、无霜期长,适宜各类农作物生长,全市耕地面积116.29万亩,森林面积70万亩,草场面积403万亩,全年可以放牧。是国家重要的商品粮、

尚可名片
这家伙太懒了,什么都没写!
作者

