
阿基米德蜗杆(ZA蜗杆):这种蜗杆,在垂直于蜗杆轴线的平面(即端面)上,齿廓为阿基米德螺旋线,在包含轴线的平面上的齿廓(即轴向齿廓)为直线,其齿形角α0=20°。它可在车床上用直线刀刃的单刀(当导程角γ≤3°时)或双刀(当γ>3°时)车削加工。安装刀具时,切削刃的顶面必须通过蜗杆的轴线。这种蜗杆磨削困难,当导程角较大时加工不便。
精选百科
本文由作者推荐

阿基米德蜗杆
齿面为阿基米德螺旋面的蜗杆
中文名
阿基米德蜗杆
外文名
straight sided axial worm
别名
ZA蜗杆
定义
齿面为阿基米德螺旋面的圆柱蜗杆
应用学科
机械工程
缺点
磨削困难,导程角较大时加工不便
圆柱蜗杆
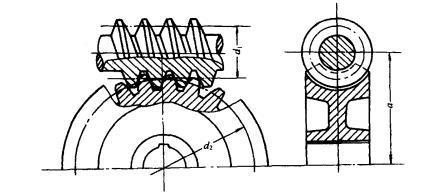
阿基米德蜗杆的特点是在轴向剖面中的齿形呈直线,齿形角一般为20°。在同螺纹方向l垂直的法向剖面中的齿形是曲线,在与轴线垂直的端剖面中的齿形是阿基米德螺旋线(等进螺线),在其他任何剖面中的齿形都不是直线。
得到正确的阿基米德蜗杆,方法很简单:把车刀刀刃磨成齿形角为20°的直线刃,并使它保持在车床中心高的水平面内进行切削(如下图)。

阿基米德蜗杆
由于蜗杆螺纹升角(

阿基米德蜗杆
阿基米德蜗杆是目前在生产中最常见的蜗杆类型。蜗轮传动
蜗杆的基本参数
阿氏蜗杆的端面齿形为阿氏螺线,轴面为齿条(如图)。阿氏蜗杆就是齿形角为40°的螺杆,其基本参数以轴面为标准值,它们是:螺纹的头数





蜗杆分度圆的升角由下式计算:

阿基米德蜗杆
基本参数蜗杆轴面为齿条,所以切制出来的蜗轮轮齿在主截面(过蜗杆轴并与蜗轮轴垂直的截面)的齿形为渐开线(如上图)。蜗轮的基本参数以主截面为标准值,它们是:

此外还有




蜗杆蜗轮传动等效于其主截面内的齿条齿轮传动。可仿照齿轮齿条传动得其能连续传动的必要条件是:



蜗杆蜗轮传动的特点是单级传动比大,一般实用的是



车削及磨削
阿基米德蜗杆的车削

用车刀切削阿基米德蜗杆
车削阿基米德蜗杆螺旋面,与在车床上车削普通螺纹的方法完全相同。车刀直线刃嘟应置于蜗杆轴向内,如图册所示。其车刀形状如图册所示。当蜗杆导程角小而齿距也不大时,可同时加工两侧齿面。若导程角大,则需增大左右切削刃刀具角β和β的差。阿基米德蜗杆除车削加工外,还可以采用铣削加工,但铣刀的切削刃必须采用理论上求出的特定曲线。
阿基米德蜗杆的磨削
阿基米德蜗杆螺旋面可在S7520型螺纹磨床上用盘形锥面砂轮进行磨刚,与磨削普通的梯形螺旋一样,在磨削寸应将砂轮轴线对蜗杆轴线倾斜一个蜗杆导程角。由于蜗杆螺旋面在不同直径上导程角不同,而砂轮的倾斜角应等于蜗杆分度圆柱螺旋导程角,因而在磨削时有干涉现象发生。为此,砂轮在轴更上的刃廓应不为直线。在S7520型螺纹磨床上所采用的普通砂轮修整器,只能修整刃廓为直线的砂轮,造成蜗杆齿廊形状有歪曲现象发生,且歪曲量随着蜗杆螺旋导程角、砂轮直径及齿高的增大而增加。
在加工较大导程角的蜗杆时,应采用S7732蜗杆磨床。该磨床带有砂轮校正器和磨样板装直,可将砂轮修整成理论上计算的特定曲线,从而磨出正确的蜗杆齿形,以减小或消除上述截面歪曲现象。
特点
阿基米德蜗杆的特点是蜗杆的轴向截面齿形为直线形的。蜗轮滚刀的基本蜗杆应当等于与被切蜗轮相啮合的蜗杆的基本尺寸(即轴向模数m,分度园直经D,螺旋方向一左旋或右旋,螺纹头数Z,螺旋升角λ,齿形角α),同时,蜗轮滚刀切制蜗轮时,刀具与被切蜗轮所处的相互空间位置,应当符合于蜗轮与对应的蜗杆在相互啮合传动时所处的空间位置,因此:每一单独的蜗轮,有其专用的蜗轮滚刀。
阿基米德蜗杆相关的文章

小编整理:马涛,湖北省委原常委、省军区原司令员。马涛,男,汉族,1961年6月生,中国共产党党员,中国人民解放军少将军衔。曾任湖北省委常委、省军区司令员。湖北省国防动员委员会副主任。马涛湖北省军区原司令员马涛,男,1961年6月生,中共党员,中国人民解放军少将
火鸡(学名:Meleagris gallopavo)别名吐绶鸡、七面鸡,属于雉科火鸡属动物,为大型地面鸟类,体型比中国常见家鸡大3至4倍,体长0.76~1.25米,体重2.7~6.3千克。火鸡具性别二态性,雄性火鸡有较深的彩虹色羽毛,飞行羽毛呈黑色;雌性整体羽毛更加暗淡。喙基部背侧有一肉质隆起,雌性

白宫本词条是多义词,共2个义项美国总统的官邸和办公室白宫(英语:The White House)也称为白屋,是美国总统的官邸和办公室。1901年被西奥多·罗斯福总统正式命名为“白宫”。白宫由美国国家公园管理局拥有,是“总统公园”的一部分。白宫是一幢白色的新古典风格砂岩建筑物,位于华盛顿哥伦比亚特区西北宾夕法尼亚大道1600号。白宫共占地7.3万多平方米,由主楼和东、西两翼三部分组成。

段智兴,金庸武侠小说《射雕英雄传》 和《神雕侠侣》 中的人物,是为“南帝”,《天龙八部》中主角段誉之孙。以大理段氏“一阳指”自成一派,武学修为登峰造极,“天下五绝”之一。昔年王重阳为防自己死后无人能阻欧阳锋,而在第一次华山论剑的第二年来到大理,用先天功交换了段智兴的一阳指。却不料和王重阳同来的老顽童和段智兴深爱的妃子刘瑛有染,并诞下私生子。而后裘千仞为逼段智兴救人,而重伤刘瑛私生子,段智兴因大吃干醋未救她子而致其死亡。因心怀愧疚,万念俱灰之下段智兴出家为僧,法号“一灯”。后黄郭两人在瑛姑指点下到来,段智兴
班勇(?―127年),字宣僚,扶风平陵(今陕西咸阳东北)人,东汉名臣班超少子,东汉将领。汉安帝时匈奴攻扰西域,任西域长史,将兵五百人前往西域,与龟兹合兵击走匈奴伊蠡王。永建元年(126年)大破匈奴呼衍王,进一步巩固了汉朝在西域的统治。著有《西域记》,为《后汉书·西域传》所依据。永建二年(127年)去世。

尚可名片
这家伙太懒了,什么都没写!
作者

