
远红外线又称为长波红外线,其波长范围从5.6微米至1000微米。远红外加热技术利用热物体源所发射出来的远红外线照射被加热物料,使物料吸收远红外线后内部分子和原子“共振”产生热能,以达到加热的目的,是一种辐射传热的过程。利用这项技术可提高加热效率,节约能源。远红外加热器有板状、管状、灯状和灯口状几种,所用的能源以电能为主,但亦可用煤气,蒸汽、沼气和烟道气等。
精选百科
本文由作者推荐
远红外加热
辐射传热的过程
中文名
远红外加热
外文名
Far infrared heating
起源时间
70年代初
优点
节能、加热效果好、容易控制
地位
重点推广的一项节能技术
形状
板状、管状、灯状和灯口状
内容简介
远红外加热技术兴起于70年代初,其利用辐射传热,由电磁波传递能量,是一项重点推广的节能技术。远红外线波长和被加热物体的吸收波长一致时,被加热物体大量吸收远红外线,此时物体内部分子和原子发生“共振”并产生强烈的振动、旋转,使得物体温度升高,达到加热的目的。利用这项技术可提高加热效率,但要注意提高被加热物料对辐射线的吸收能力,使其分子振动波长与远红外光谱波长相匹配。远红外加热技术由于其显著的节能优势,被广泛应用于油漆、塑料、食品、药品、木材、皮革、纺织品、茶叶、烟草等多种制品或物料的加热熔化、干燥及固化等工序。
原理介绍
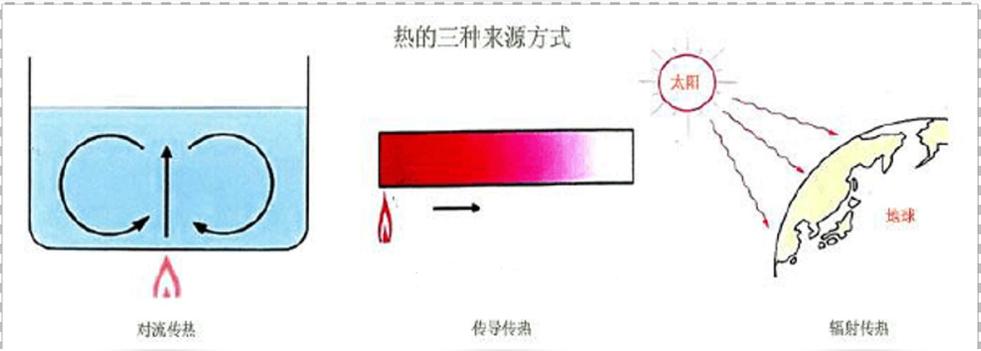
热传导的三种形式
在任何加热装置中,热源均以对流、辐射和传导三种形式的热能传递给被加热物体。导热是指物体各部分无相对位移或不同物体直接接触时依靠物质分子、原子及自由电子等微观粒子的热运动而进行的热量传递现象。对流是依靠流体运动,把热量由一处传递到另一处的现象。无论是导热还是对流,都必须通过冷热物体的直接接触或依靠常规物质为媒介来传递热量。但热辐射的机理则完全不同,它是依靠物体表面对外发射可见和不可见的射线来传递热量。辐射加热的传递速度快,又不通过任何介质,因而大大减少了热能传递过程中的损失,从而提高了热能利用率。在远红外加热技术中突出辐射加热为主。远红外线照射到被加热的物体时,一部分射线被反射回来,一部分被穿透过去。当发射的远红外线波长和被加热物体的吸收波长一致时,被加热的物体大量吸收远红外线,使得物体内部分子和原子发生“共振”——产生强烈的振动、旋转,而振动和旋转使物体温度升高,从而达到加热目的。利用这项技术提高加热效率,重要的是注意匹配辐射。
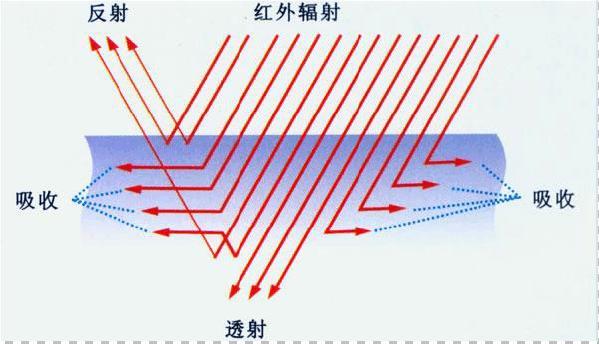
远红外线在物体内传导过程
所谓匹配辐射是指当照射到物体上的红外线频率与组成该物体的物质分子振动频率相同时,分子就会对红外辐射能量产生共振吸收,同时通过分子间能量的传递,使分子内能(振动能及转动能)增加,也就是分子平均动能增加,表现为物体温度升高。匹配吸收的主要含义是指红外线加热器发射出来的选择性辐射的频率与被加热物质分子本身的振动频率相一致,此时引起的共振吸收即为匹配吸收。匹配吸收对薄层加热有重要意义,如烤漆、塑料加工和某些盐类的脱水干燥等。而对厚物料加热意义不大,因为远红外线对一般物质的穿透能力很低,一般只能穿透几微米到几毫米之间,其能量即使不被表面分子所吸收,也会被物体内所吸收,在这种情况下主要设法降低反射率,以此来提高吸收率。某些被加热物质由于烘烤质量或加工工艺要求,希望被加热物体内外同时受热,如:木材的烘干,希望内外同时受热以免开裂;又如塑料的熔化亦要求内外同时受热以免外部温度过高而老化。因此,对这些物质加热时应考虑非匹配吸收,让一部分远红外线透入体内,达到均匀加热的目的。
判定标准
评价远红外加热系统的好坏,主要是看在整个加热过程中是否是以辐射加热为主,以传导和对流加热为辅,辐射加热所占比例越大,说明该系统的性能越好。
经过远红外工作者们对大量的远红外烘道、烘箱热能转换效率的测定和理论上的研究。在80年代中期提出了判定辐射烘道的两个方法:一是测定烘道内空间温度和元件表面温度,只有T空间 经过多年来的研究、实践探讨,科学工作者总结出了远红外烘道,烘箱的以下三条设计原则: (1)均匀辐射场设计:均匀辐射场设计旨在保证工件不论运动到什么位置,其表面接受的辐射能是均匀的。均匀辐射场设计是利用辐射光学原理,计出一组数据,即:元件排列方式、元件间隔、反射罩形式、元件与工件距离。从而摆脱元件间隔100~350mm,元件与工件距离50~400mm的定性设计。 (2)匀温度场设计:为防止烘道内均匀温度场被破坏,应使烘道内上下左右温度差保持在±5~10℃。 (3)均匀控温技术设计:通断式控温导致局部温度波动大。晶闸管调压会降低元件的辐射,增加对流作用。应用调功器控温,使远红外技术达到炉火纯青的地步。 远红外加热技术从70年代的碳化硅、金属管、电阻带、陶瓷、半导体、搪瓷等元件到80年代的石英管、镀金石英管、微晶玻璃灯等元件,一直到远红外定向强辐射器,经过三个阶段,迈出了三大步。其中,远红外加热技术在70年代仅限于0~450℃的中温加热领域,到了80年代已达到600~750℃的中温加热领域。初代远红外加热烘道、烘箱中虽然强调以辐射为主加热,但是还有一部分热能以传导、对流的形式加热,因此烘道、烘箱都要求做到密闭、保温。到90年代中期研制成功的远红外定向强辐射器,在电能辐射转换效率方面有新的突破其电能辐射转换效率高达78%以上,法向发射率大于92%,热响应时间小于2分钟,使用温度在60~900℃之间任意可调,无需烘道、烘箱封闭。其发出的热光子束流,在辐射平面内均匀分布,克服了国内各种红外加热元件温度分布不均匀的问题,为在我国推广世界先进水平的开放式快速干燥机型提供了必备条件。远红外加热技术经过几十年的发展取得了可喜的成绩,在当前我国电力十分紧张的情况下,远红外加热水平的提高,在节能和提高加热干燥物质量方面具有十分重要的意义。 远红外加热技术与传统的蒸汽、热风和电阻等加热方法相比,具有以下诸多优点: (1) 内部加热,加热速度快,能源节省。据报道远红外加热与传统的加热方式相比,在生产效率上提高20%~30%,节电 30%~50%,节省其他能源约30% 。原因在于辐射器发射的辐射能全部或大部分集中在物料的吸收峰带,辐射能会被大部分吸收,实现良好的匹配,从而达到节能的效果。 (2) 操作方便。远红外加热设备结构简单,易于安装、操作和维护,只要根据原料选用合适的辐射元件,设计合适的烘道即可。 (3) 污染少,安全性高。由于远红外加热是辐射加热,不会对环境造成污染,而且电热石英管其安全性高,对人体伤害小。 (4) 易于控制温度。由于远红外加热设备采用仪表自动操作控制,有利于控制加热温度。 (5) 改善产品品质。远红外线有一定的穿透能力,使得物料的内部和表面分子同时吸收了辐射能,产生自发热效应,使水分和其他溶剂分子蒸发,受热均匀,避免了由于受热不均热胀而产生的形变或质变。 鉴于远红外加热技术显著的优点,这项技术已广泛应用于油漆、塑料、食品、药品、木材、皮革、纺织品、茶叶、烟草等很多种制品或物料的加热熔化、干燥、整形、消费、固化等工序。随着远红外生产品种和数量的不断增多,它的应用领域也在不断扩大,远红外加热技术日益引起了人们的重视,得到了广泛的应用。设计原则
技术发展历史
技术特点
应用现状
远红外加热相关的文章

小编整理:《九阴真经》是一部由金庸原著,庸木著大众文学版书籍的经典武侠小说。这部小说以其独特的人物塑造和情节设计,以及引人入胜的武学秘籍“九阴真经”而广受读者喜爱。在《九阴真经》中,金庸以其独特的笔法,将各具特色的人物形象刻画得淋漓尽致。主人公陈家洛的才情与勇
大理白族自治州,中华人民共和国云南省下辖自治州,地处云南省中部偏西,东邻楚雄州,南靠普洱市、临沧市,西与保山市、怒江州相连,北接丽江市,东经98°52′~101°03′,北纬24°41′~26°42′之间。截至2022年8月29日,大理州辖1市、8县、3自治县。州府驻地大理市下关,距昆明市331千米
阿拉伯(阿拉伯语:العربية),可指阿拉伯民族,也可指阿拉伯世界。阿拉伯民族起源于闪米特种族,是闪族最年轻的一支,亲缘上与希伯来人相近。阿拉伯世界泛指阿拉伯人居住的地区,阿拉伯世界共有22个国家和地区。
鸡肉炒饭是一种食物,制作原料主要有鸡肉、米、盐等。焯蔬菜是尤其是绿叶蔬菜时,要在水开后加少许盐和油,蔬菜焯好后马上倒入凉水里冰一下。这样会使绿色蔬菜颜色更好看,味道也好吃。

剑桥大学世界著名的公立研究型大学剑桥大学(英文名称:University of Cambridge;勋衔:Cantab),坐落于英国剑桥,是一所世界著名的公立研究型大学,采用书院联邦制。其与牛津大学、伦敦大学学院、帝国理工学院、伦敦政治经济学院同属“G5超级精英大学”。剑桥大学是英语世界中第二古老的大学,前身是一个于1209年成立的学者协会。八百多年的校史汇聚了牛顿、开尔文、麦克斯韦、玻尔、霍金、

巴尔米拉(Palmyra)是叙利亚沙漠上的一片绿洲,位于大马士革的东北方,是古代最重要的文化中心之一,保存大都市的许多纪念性建筑。巴尔米拉处于1世纪-2世纪几种文化的交汇处,所以它的艺术和建筑能够把古希腊罗马的技艺与本地的传统及波斯的影响巧妙地融合在一起。作为叙利亚的一张国家名片,有着2000多年历史的巴尔米拉古城被誉为“沙漠新娘”,一直是该国最值得骄傲的宝贵财富之一,1980年被联合国教科文组织列入世界文化遗产名录。这座古罗马风格的古城地处地中海东岸和幼发拉底河之间沙漠边缘的一片绿洲中,曾是古丝绸之路上

尚可名片
这家伙太懒了,什么都没写!
作者

