
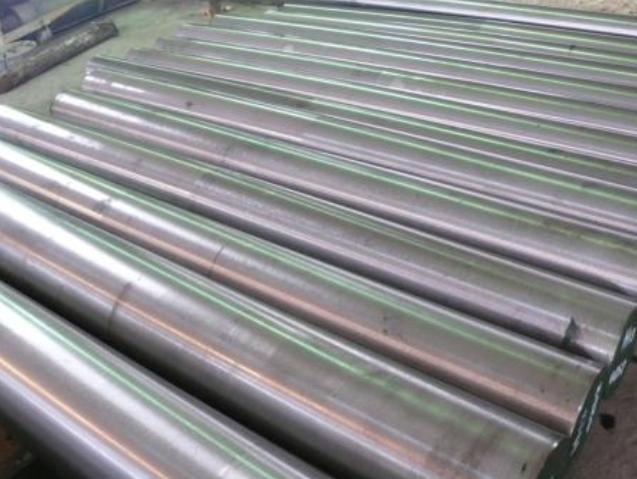
工具钢(Tool steel),是用以制造切削刀具、量具、模具和耐磨工具的钢。工具钢具有较高的硬度和在高温下能保持高硬度和红硬性,以及高的耐磨性和适当的韧性。工具钢一般分为碳素工具钢、合金工具钢和高速工具钢。
精选百科
本文由作者推荐

工具钢
以制造切削刀具、耐磨工具的钢
中文名
工具钢
外文名
Tool steel
拼音
gongjugang
定义
用以制造切削刀具 耐磨工具的钢
特点
较高的硬度和较好红硬性
分类
碳素工具钢
学科
金属材料
介绍
用于制造各种切削刀具,冷、热变形模具,量具和其它工具的钢,统称为工具钢。各种工具钢既有共同的要求,如硬度高、耐磨性好和有一定的韧性及强度等,又有各自的特殊要求,如红硬性、耐冲击、尺寸稳定性、抗热疲劳性和良好的综合机械性能等。为了满足这些不同要求,生产上采用各种不同成份的工具钢,并通过恰当的热处理工艺来达到其性能要求
高速工具钢是一种合金工具钢,其中含有C,Mn,Si,Cr,V,W,Mo,Co。而它能用来做高速旋转切割工具,能耐磨,耐高温,就是其中Cr,V,W,Mo得比例比较大,以WCrVCo为例,Cr>3.75%-5%,V>4.5%-5.25%,W>11.75%-13%。其中Cr和V得比例不得低于3%。P和S得含量不得大于0.030%。
合金工具钢的加工方法主要是压力加工钢和切削工具钢。合金工具钢种类和多,有冷作,热作,无磁,塑料模具钢等等,同时Cr和V得比例不能过低。冷作模具工具钢的选择
冷作模具工具钢的选择,在实际用途中工具钢是根据模具主要失效机理进行选择的。选择工具钢仅仅拥有钢材性能方面的知识是远远不够的,还必须考虑生产零件的数量,被加工材料的类型,厚度及其硬度等因素。选择工具钢的一种基本方法是先把除磨损外的其他失效机理全部排除,然后选择具备最适合耐磨损性的工具钢,以满足产品生产量的要求。
种类
根据化学成份不同,常将工具钢分为碳素工具钢、合金工具钢、高速钢(实质上是高合金工具钢)三大类。按钢的用途,则可分为刃具钢、模具钢、量具钢三大类。
碳素工具钢
:碳素工具钢的碳质量分数较高,在0.65-1.35%之间,按其组织属于亚共析、共析或过共析钢。碳素工具钢热处理后表面可得到较高的硬度和耐磨性,心部有较好的韧性;退火硬度低(不大于HB207),加工性能良好。但其红硬性差,当工作温度达250℃时,钢的硬度和耐磨性急剧下降,硬度下降到HRC60以下、这类钢的淬透性低。较大的工具不能淬透(水中淬透直径为15mm),水淬时表面淬硬层与中心部位硬度相差很大。使工具在淬火时易产生变形。或形成裂纹此外,其淬火温度范围窄,在淬火时应严格控制温度。防止过热、脱碳和变形。T7、T7A亚共析钢
:具有较好的塑性、韧性和强度,以及一定的硬度,能承受震动和冲击负荷,但切削能力差。用于制造承受冲击负荷不大,且要求具有适当硬度和耐磨性,及较好的韧性的工具,如锻模、凿子、锤、冲头、金属剪切刀、扩孔钻、钢印、木工工具、风动工具、机床顶尖、钳工工具、钻凿工具、较钝的外科医疗用具等。T8、T8A共析钢
:淬火加热时容易过热,变形也大,塑性和强度比较低,不宜制造承受较大冲击的工具,但经热处理后有较高的硬度和耐磨性。用于制造切削刃口在工作时不变热的工具,如木工工具、风动工具、钳工工具、简单模具、铆钉冲模、中心孔铳和冲模、切削钢材用工具、轴承、刀具、铝锡合金压铸板和型芯,以及各类弹簧等。T8Mn、
T8MnA共析钢:具有较高的淬透性和硬度,但塑性和强度较低。用于制造断面较大的木工工具、手锯锯条、刻印工具、铆钉冲模、发条、带锯锯条、圆盘锯片、煤矿用凿、石工用凿等。T9、T9A过共析钢
:具有较高的硬度,但塑性和强度较低。用于制造要求较高硬度且有一定韧性的各种工具,如刻印工具、铆钉冲模、压床模、冲头、木工工具、农机切割零件、凿岩工具和铸模的分流钉等。T10、T10A过共析钢
:晶粒细,在淬火加热时(温度达800℃)不致过热,仍能保持细品粒组织;淬火后钢中有未溶的过剩碳化物,所以具有比T8、T8A钢更高的耐磨性,但韧性较低。用于制造切削刃口在工作时不变热的工具,不承受冲击负荷而具有锋利刃口和少许韧性的工具,如加工木材用工具、手用横锯、手用细木工具、机用细木工具、麻花钻、拉丝模、冲模、冷镦模、螺丝锥、扩孔刀具、搓丝板、车刀、刨刀、铣刀、货币压模、小尺寸断面均匀的冷切边及冲孔模、低精度形状简单的卡板、钳工刮刀、硬岩石钻子、制铆钉和钉子用工具、螺丝刀、锉刀、刻纹用凿子、切纸和烟叶用刀具等。

工具钢
T11、T11A过共析钢
:具有较好的综合力学性能(如硬度、耐磨性和韧性等),晶粒更细,在加热时对晶粒长大和形成碳化物网的敏感性小。用于制造在工作时切削刃口不变热的工具,如锯、錾刀、丝锥、锉刀、刮刀、发条、仪规、扩孔钻、板牙、切烟叶用刀具、尺寸不大和断面无急剧变化的冷冲模及木工刀具等。T12、T12A过共析钢。由于碳含量高。淬火后仍有较多的过剩碳化物,所以硬度和耐磨性高,但韧性低,且淬火变形大。不适于制造切削速度高和受冲击负荷的工具。用于制造不受冲击负荷,切削速度不高,切削刃口不变热的工具,如车刀、铣刀、钻头、铰刀、扩孔钻、丝锥、板牙、刮刀、量规、刀片、小型冲头、钢锉、锯、发条、切烟叶用刀具,及断面尺寸小的冷切边模和冲口模等。用于制造不受冲击负荷,但要求极高硬度的金属切削工具,如剃刀、刮刀、拉丝工具、锉刀、刻纹用工具、钻子,以及坚硬岩石加工用工具和雕刻用工具等。
特性
高速工具钢
高速工具钢主要用于制造高效率的切削刀具。由于其具有红硬性高、耐磨性好、强度高等特性,也用于制造性能要求高的模具、轧辊、高温轴承和高温弹簧等。高速工具钢经热处理后的使用硬度可达HRC63以上,在600℃左右的工作温度下仍能保持高的硬度,而且其韧性、耐磨性和耐热性均较好。退火状态的高速工具钢的主要合金元素有多、钼、铬、钒,还有一些高速工具钢中加入了钴、铝等元素。这类钢属于高碳高合金莱氏体钢,其主要的组织特征之一是含有大量的碳化物。铸态高速工具钢中的碳化物是共晶碳化物,经热压力加工后破碎成颗粒状分布在钢中,称为一次碳化物;从奥氏体和马氏体基体中析出的碳化物称为二次碳化物。这些碳化物对高速工具钢的性能影响很大,特别是二次碳化物,其对钢的奥氏本晶粒度和二次硬化等性能有很大影响。碳化物的数量、类型与钢的化学成分有关,而碳化物的颗粒度和分布则与钢的变形量有关。钨、钼是高速工具钢的主要合金元素,对钢的二次硬化和其他性能起重要作用。铬对钢的淬透性、抗氧化性和耐磨性起重要作用,对二次硬化也有一定的作用。钒对钢的二次硬化和耐磨性起重要作用,但降低可磨削性能。
高速工具钢的淬火温度很高,接近熔点,其目的是使合金碳化物更多的溶入基体中,使钢具有更好的二次硬化能力。高速工具钢淬火后硬度升高,此为第一次硬化,但淬火温度越高,则回火后的强度和韧性越低。淬火后在350℃以下低温回火硬度下降在350℃以上温度回火硬度逐渐提高,至520~580℃范围内回火(化学成分不同,回火温度不同)出现第二次硬度高峰,并超过淬火硬度,此为二次硬化。这是高速工具钢的重要特性。
高速工具钢除了具有高的硬度、耐磨性、红硬性等使用性能外,还具有一定的热塑性、可磨削性等工艺性能。多系高速工具钢主要合金元素是钨,不含钼或含少量钼。其主要特性是过热敏感性小,脱碳敏感性小、热处理和热加工温度范围较宽,但碳化物颗粒粗大,分布均匀性差,影响钢的韧性和塑性。
钨钼系高速工具钢的主要合金元素是钨和钼。其主要特性是碳化物的颗粒度和分布均优于钨系高速工具钢,脱碳敏感性和过热敏感性低于钼系高速工具钢,使用性能和工艺性能均较好。
钼系高速工具钢的主要合金元素是钼,不含钨或含少量钨。其主要特性是碳化物颗粒细,分布均匀、韧性好,但脱碳敏感性和过热敏感性大、热加工和热处理范围窄。
含钴高速工具钢是在通用高速工具钢的基础上加入一定量的钴,可显著提高钢的硬度、耐磨性和韧性。
粉末高速工具钢是用粉末冶金方法产生的。首先用雾化法制取低氧高速工具钢预合金粉末,然后用冷、热静压机将粉末压实成全致密的钢坯,再经锻、轧成材。粉末高速工具钢的碳化物细小、分布均匀,韧性、可磨削性和尺寸稳定性等均很好,可生产用铸锭法个可能产生更高合金元素含量的超硬高速工具钢。
粉末高速工具钢可分为3类,第一类是含钴高速工具钢,其特点是具有接近硬质合金的硬度,而且还具有良好的可锻性、可加工性、可磨性和强韧性。第二类是无钴高钨、钼、钒超硬高速工具钢。第三类是超级耐磨高速工具钢。其硬度不太高,但耐磨性极好,主要用于要求高耐磨并承受冲击负荷的工作条件。
热处理
工具钢的使用寿命与其热处理的质量密切相关,工具钢的热处理特点是预先热处理多为球化退火,以获得均匀并且粒度适中的球化组织,最终热处理则是淬火加低温回火(高速钢为淬火加560℃回火三次),以获得在回火马氏体基体上分布着均匀细小碳化物的高硬度组织,保证工具的耐磨性。热锻模钢的热处理则有所不同,其预先热处理为一段退火,最终热处理为淬火加中温回火或高温回火,以获得良好的综合机械性能。
工具钢相关的文章

费萨尔·本·阿卜杜勒-阿齐兹·阿勒沙特,沙特阿拉伯第三任国王(1906-1975),其父生前他长期负责外交事务,有良好的国际视野,父亲死后他作为其兄长的继承人主管国家事务,1964年联合其他兄弟发动政变推翻了无能的长兄,他将一个保守的,充满清规戒律的国家带入了现代世界,外交上虽亲美却反以色列,为此不
木卫二(Europa,古希腊语:Ευρώπη),又称为欧罗巴,是木星的第六颗已知卫星,也是木星的第四大卫星。在1610年被伽利略发现后,木卫二由西门·马里乌斯独立发现。木卫二的公转轨道距离木星第五近,稍微比月球小。 木卫二是一个温和的世界,表面覆盖着冰层,底层是一片海洋。科学家认为,地球上海洋孕育了
麦芽糖是一种由两个葡萄糖分子以α-1,4糖苷键连接而成的淀粉糖产品,也称为麦芽二糖。根据麦芽糖含量的不同,麦芽糖浆可分为普通麦芽糖浆、高麦芽糖浆和超高麦芽糖浆。麦芽糖是一种碳水化合物,由含淀粉酶的麦芽作用于淀粉而制得,可用作营养剂和培养基的配制。此外,麦芽糖也是一种中国传统怀旧小食。
北京,简称“京”,是中华人民共和国的首都。四个中央直辖市之一,全国第二大城市。是全国政治中心、文化中心、国际交往中心、科技创新中心,是世界著名古都和现代化国际城市。北京有着3000余年的建城史和850余年的建都史,是全球拥有世界文化遗产最多的城市。

肌肉痉挛肌肉痉挛(俗称抽筋),是一种肌肉自发的强直性收缩。发生在小腿和脚趾的肌肉痉挛最常见,发作时疼痛难忍,可持续几秒到数十秒钟之久。尤其是半夜抽筋时往往把人痛醒。腿常抽筋大多是缺钙、受凉、局部神经血管受压引起。平时可适量补钙,多晒太阳,坐姿睡姿避免神经血管受压,也可做局部肌肉的热敷、按摩,加强局部的血液循环,如果还无改善,就应到医院检查治疗。肌肉痉挛(俗称抽筋),是一种肌肉自发的强直性收缩。发生
王重阳,全真派创派祖师,天下五绝之首的“中神通”,身材甚高,腰悬长剑,风姿飒爽,英气勃勃,飘逸绝伦。是“老顽童”周伯通的师兄、“全真七子”的师父。王重阳也是一个独步武林的奇才,具绝代天资,武功造诣深不可测,已经达到出神入化的地步,世称“天下第一”。早年是位抗金英雄,事败后出家修道,在终南山创立全真教,在武林中享有“天下武学正宗”的美誉。在“华山论剑”之时,力挫四绝,夺得“天下第一高手”之称和道家至高的武学宝典《九阴真经》。临终前更是以“一阳指”重创“西毒”欧阳锋,使之数十年不敢踏入中原。

尚可名片
这家伙太懒了,什么都没写!
作者


