
挤压铸造是指对定量浇入铸型型腔中的液态金属施加较大的机械压力,使其成形、结晶、凝固,而获得铸件的一种T艺方法。它是介于铸造和锻造之间的一种工艺,故亦称之为“液态模锻”,兼有两者的一些优点。
精选百科
本文由作者推荐

挤压铸造
Β.Μ.ΠЛЯЧКЦЙ提出的工艺方法
中文名
挤压铸造
外文名
squeeze casting
别名
液态模锻
出处
机械工程
应用
厚壁铸件生产等
特点
金属利用率高等
提出时间
十八世纪末
应用学科
成形工艺
提出者
苏联压铸大师Β.Μ.ΠЛЯЧКЦЙ
适用范围
金属,多用于高精度合金
表达式
一种优质、高效、经济的先进工艺方法
简介
挤压铸造也称“液态模锻”,是将熔融态或半固态金属浇入金属模内,然后施以离原,使之在压力下凝固成形,获得毛坯或零件的方法。其实质是金属液在机械外力作用下结晶、补缩并伴有少量塑性变形的过程,具有金属利用率高、工序简化和质量稳定等优点。
挤压铸造适用于力学性能和气密性要求高的厚壁铸件,如汽车、摩托车铝轮毂;发动机的铝活塞、铝缸体、铝缸头、铝传动箱体;减振器、制动器铝铸件;压缩机、压气机、各种泵体的铝铸件;自行车曲柄、方向轴、车架接头;铝镁或锌合金光学镜架、仪表及机算机壳体件;铝合金压力锅、炊具零件;铜合金轴套及铝基复合材料铸件等。
类型
根据金属液在铸型中充型的特征和结晶时所受压力的状况,挤压铸造分为柱塞挤压铸造、直接冲头挤压铸造、间接冲头挤压铸造和型板旋转挤压铸造四种类型。
(1)柱塞挤压铸造
柱塞挤压铸造用柱塞作为加压冲头,封闭凹型的开口处,并施压于正在凝固的金属液表面,保压直至其完全凝固。该法的特点是合型加压时,液态金属基本上不发生充型运动。柱塞挤压铸造适用于生产实心或壁厚大于10mm、形状不太复杂的中小铸件。
(2)直接冲头挤压铸造
直接冲头挤压铸造是在合型时将成形冲头插入液态金属中,将部分金属液向上反挤,以充填由凹型和冲头形成的封闭型腔,继续升压和保压直至铸件完全凝固。其特点是合型加压时金属液要进行充型运动,冲头直接挤压在铸件上。直接冲头挤压铸造适用于生产形状不太复杂的空心或通孔铸件,壁厚一般为5~10mm。
(3)间接冲头挤压铸造
间接冲头挤压铸造采用成形冲头将浇入凹槽中的部分液体金属挤入已合型闭锁的型腔中,继续加压至凝固。其特点是冲头加压时,金属液发生充型运动,冲头通过内浇道将压力传递到铸件上。间接冲头挤压铸造适用于生产形状复杂、壁厚较薄的铸件(2~3mm)。
(4)型板旋转挤压铸造
型板旋转挤压铸造的工艺过程是向半开的楔形型腔中浇注金属液,开动活动型板向固定型板合拢,金属液被挤压上升并充填铸型,多余的金属液外溢,以达到铸件成形和低压力下凝固。型板旋转挤压铸造适用于生产大型壁板且形状小复杂的铸件。
特征
挤压铸造是使液态金属在高的机械压力下进行凝固结晶的,具有如下特点:
1)挤压铸造可消除铸件内部的气孔、缩孔和缩松等缺陷,产生局部的塑性变形,使铸件组织致密,晶粒细化。铸件的力学性能高,接近同种合金的锻件水平。
2)挤压铸件具有较小的表面粗糙度值(铝铸件可达Ra3.2~6.3μm),较高的尺寸精度(铝合金和镁合金铸件的尺寸公差等级可达CT5)。
3)挤压铸造适用于铸造性能好的铸造合金和铸造性能较差的变形合金,可用于锱、铜、镁、锌等有色合金。
4)便于实现机械化、自动化,可大大减轻工人的劳动强度,改善铸造车间的劳动条件。挤压铸造通常没有浇冒口,因而铸件工艺出品率高。
5)铸件通过压力传递进行补缩,冷凝速度快,薄壁零件和一些形状复杂零件的生产受到限制。
工艺流程
挤压铸造的工艺过程一般分为下列步骤。
(1)铸型准备包括对铸型、挤压料筒及挤压冲头的清理和喷涂,并将其回复到准备位置上。
(2)浇注将液态(或半固态)金属注入凹型或料筒中。
(3)合型 合型并锁型,将料筒、冲头进入待挤压位置。
(4)挤压用挤压冲头将液态(半固态)金属推入型腔,并继续保压直至其完全凝固。
(5)开型推出铸件。
挤压铸造一般在专用挤压铸造机(简称挤铸机)上进行。但国内外也不少是选普通液压机代用,后者设备投资少,也可行,但生产效率低并会影响产品质量。
挤压铸造相关的文章

脑膜炎是脑膜的弥漫性炎症性改变。由细菌、病毒、真菌、螺旋体、原虫、立克次氏体、肿瘤与免疫相关的各种炎性因子侵犯脑膜引起。具体发病机制不明确。脑膜炎可累及硬脑膜、蛛网膜和软脑膜。脑脊髓膜炎有3种基本类型:化脓性脑膜炎、淋巴细胞性脑膜炎(多由病毒引起)、非化脓脑膜炎(可由结核杆菌、梅毒螺旋体、布鲁氏菌及
小山内奈奈是《名侦探柯南》电影《第十四个目标》中的人物。(第十四个目标讲述了一个因交通意外而失去味觉的调酒师所展开的疯狂报复的故事,此剧秉承了《柯南》系列一贯的作风:完美主义变态的犯罪策划者,惊险的爆破场面,以及接连发生的凶杀案。唯一的例外是加入了小兰的父亲毛利小五郎和前妻妃英里的感情纠葛戏。华丽的
小编整理:阿卜杜·卡迪尔·吉兰尼是伊斯兰教神秘主义苏菲派卡迪里教团创始人,他的思想使苏菲派的神秘性和伊斯兰教法的严格要求互相结合,他认为苏菲主义就是为了战胜唯我主义和世俗习气并克制自己,以顺从真主意志的圣战。他生于波斯尼977年或978年,卒于1116年。阿布
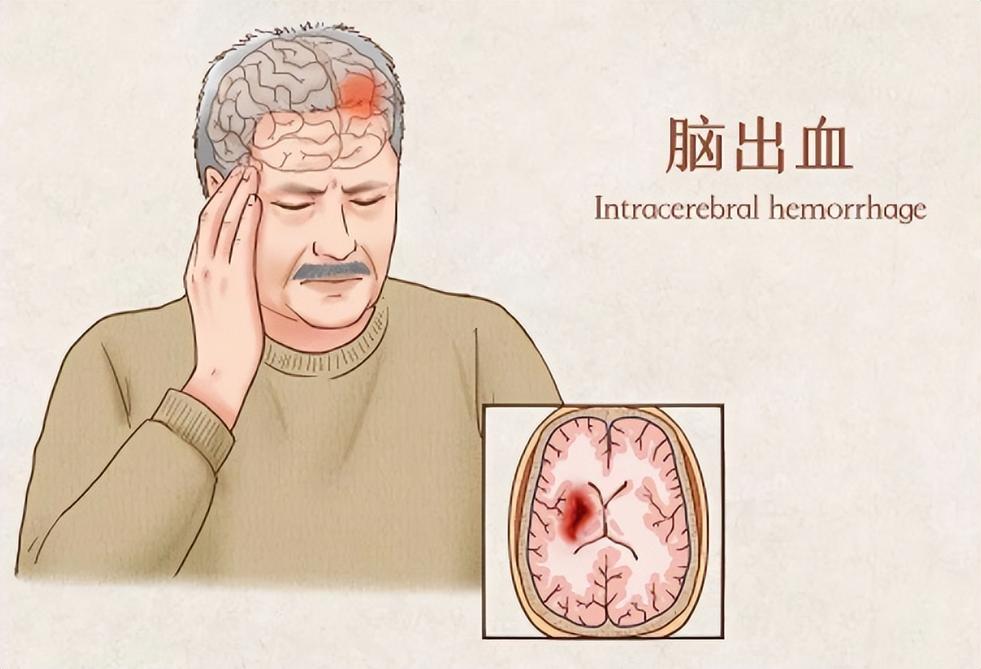
脑出血原发性非外伤性脑实质内出血脑出血是指原发性非外伤性脑实质内出血,也称自发性脑出血。最常见的病因是高血压合并细、小动脉硬化,其他病因包括脑动静脉畸形、动脉瘤、血液病、梗死后出血、脑淀粉样血管病、烟雾病、脑动脉炎、抗凝或溶栓治疗、瘤卒中等。脑出血常见于50岁以上病人,男性稍多于女性,寒冷季节发病率较高。一般无前驱症状,多在活动中或情绪激动时突然起病,发病后症状在数分钟至数小时内达到高峰。血压常明

尚可名片
这家伙太懒了,什么都没写!
作者



