钨钛钴硬质合金(cemented titanium-tung-sten carbide)由WC%26mdash;TiC、WC和粘结金属钴组成的或者仅由WC%26mdash;TiC固溶体和钴组成的多相硬质合金。合金的含钴量4%~10%,含TiC5%~30%,余量为WC,主要用于切削钢材。
精选百科
本文由作者推荐
钨钛钴硬质合金
用于切削钢材的材料
中文名
钨钛钴硬质合金
外文名
cemented titanium-tung-sten carbide
功能
切削钢材
运用领域
钢材厂
主要成分
钴量4%~10%,含TiC5%~30%
简介

钨钛钴硬质合金
钨钛钴硬质合金(cemented titanium-tung-sten carbide)钨钛钴硬质合金具有较高的抗月牙洼磨损能力,适合作长切削材料的刀具。用钨钴硬质合金刀具切削钢材时易出现月牙洼磨损,这主要是由于在切削温度下刀具与切屑发生扩散反应引起的。为了克服加工钢材时的月牙洼磨损,在20世纪20年代初,研制了含TiC的硬质合金和含TaC的硬质合金,稍后又研制了同时含有碳化钛和碳化钽的硬质合金。在这类合金中,TiC和TaC的含量取决于月牙洼磨损的严重程度,TiC可达35%,TaC达7%。发展应用
钨钛钽钴硬质合金(即WC%26mdash;TiC%26mdash;TaC%26mdash;Co合金),已发展成为切削钢的重要材料。在西欧几乎取消了原有的WC一TiC%26mdash;Co切削钢牌号合金,在美国和日本,切削钢牌号合金以WC%26mdash;TiC%26mdash;TaC%26mdash;Co合金为主,但在东欧,尤其在前苏联,切削钢牌号合金仍以WC%26mdash;TiC%26mdash;Co合金为主。WC%26mdash;TiC%26mdash;Co和WC一TiC%26mdash;TaC%26mdash;Co切削牌号合金在硬质合金中的比例因各国情况而异。,在中国,WC%26mdash;TiC%26mdash;Co合金的生产量仅次于钨钴硬质合金。用代号YT表示WC%26mdash;TiC%26mdash;Co合金,用代号YW表示WC%26mdash;TiC%26mdash;TaC%26mdash;Co合金,后者又称为通用合金。表1和表2列出中国钨钛钴硬质合金和钨钛钽钴硬质合金的牌号、成分和性能。
生产特点
WC一TiC%26mdash;Co合金和WC%26mdash;TiC%26mdash;Tac%26mdash;Co合金生产过程特点是,首先要制取各种碳化物的固溶体,即复式碳化物。复式碳化物可用钨粉、TiO2、Ta2O5和炭黑的混合料,在真空感应炉中加热到2000C进行碳化,可制取TiC%26mdash;TaC或WC%26mdash;TiC固溶体。在碳化的最后阶段采用真空可以保证足够的含碳量。另一种方法是,将几种碳化物的混合料在高真空中加热到2000~2500C进行碳化,这种处理可降低混合料中的氧、氮含量。又一种生产WC%26mdash;TiC固溶体的方法是所谓%26ldquo;溶剂法%26rdquo;,先让各种单一的碳化物都溶解在液体镍中,冷却时,固溶体碳化物以晶体方式再沉淀出来。其他工序与钨钴硬质合金生产过程相同。
物理特性
与钨钴硬质合金比较,相同钴含量的钨钛钴硬质合金的抗弯强度较低,并随着TiC含量的增加而降低。与钨钴硬质合金类似,碳含量不适当时,合金也会出现石墨或%26eta;1相,加入TiC后,合金允许的含碳量波动范围要比钨钴硬质合金宽些。(Ti、w)C固溶体成分和晶粒大小对合金的组织和性能影响很大。采用在烧结温度下呈未饱和固溶体(如TiC:WC=50:50),合金有较高的硬度和切削寿命,抗弯强度有所降低。采用饱和固溶体(如TiC:WC=28.75:71.25),合金有较高的抗弯强度,硬度和切削寿命较低。合金的硬度随着碳化物相(包括WC相和(Ti、W)C固溶体相)晶粒尺寸的减小而提高。对于3相合金,由于(Ti、W)C相含量少,WC晶粒增大可提高合金的抗弯强度,而在两相合金中(Ti、W)C相晶粒增大反而会降低合金的抗弯强度。
钨钛钴硬质合金相关的文章

大西洋(Atlantic Ocean),是世界第二大洋,占地球表面积的近20%,原面积9165.5万平方千米,在南冰洋成立后,面积调整为7676.2万平方千米,平均深度3627米,最深处波多黎各海沟深达9219米。
汉安帝刘祜(hù)(94年-125年4月30日),东汉第六位皇帝。刘祜是清河孝王刘庆的儿子,与汉殇帝刘隆是堂兄弟,同为汉章帝刘炟(dá)的孙子。延平元年八月辛亥(106年9月21日)汉殇帝早夭,癸丑(106年9月23日)邓太后与邓骘拥立13岁的刘祜为帝,第二年改年号永初,后又四易年号,分别为元初、永
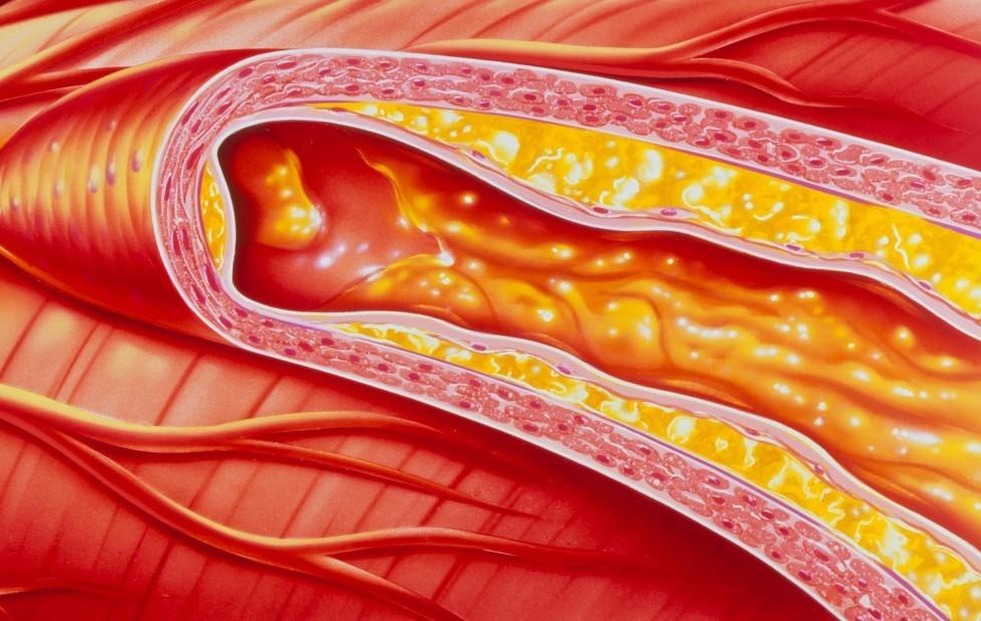
动脉粥样硬化动脉硬化的血管病动脉粥样硬化是一组称为动脉硬化的血管病中最常见、最重要的一种。本病多见于40岁以上的中老年人,男性多于女性。人体中正常的血管是富有弹性的,当血管发生老化、衰退时,血管内脂肪及类脂等物质聚集成斑块,呈黄色粥样,斑块越来越多,会使血管壁增厚变硬,失去弹性,管腔缩小,形成动脉粥样硬化。动脉粥样硬化发生在冠状动脉,则可引起心绞痛、心律失常、心肌梗死;还可发生在脑、肾、下肢动脉,

尚可名片
这家伙太懒了,什么都没写!
作者