
锻造比,是利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的加工方法。F1, H1—镦粗后钢锭或钢坯的横截面积和高度。锻造比通常是用拔长时的变形程度来衡量。锻造比选择的原则是在保证锻件各种要求的前提下,尽量选择小一些。
精选百科
本文由作者推荐
锻造比
表示锻造时金属变形程度的名词
基本介绍
锻造比
锻压的两大组成部分之一。通过锻造能消除金属的铸态疏松,焊合孔洞,锻件的机械性能一般优于同样材料的铸件。机械中负载高、工作条件严峻的重要零件,除形状较简单的可用轧制的板材、型材或焊接件外,多采用锻件。锻造按成形方法可分为:①开式锻造(自由锻)。利用冲击力或压力使金属在上下两个抵铁(砧块)间产生变形以获得所需锻件,主要有手工锻造和机械锻造两种。②闭模式锻造。金属坯料在具有一定形状的锻模膛内受压变形而获得锻件,可分为模锻、冷镦、旋转锻、挤压等。按变形温度锻造又可分为热锻(加工温度高于坯料金属的再结晶温度)、温锻(低于再结晶温度)和冷锻(常温)。锻造用料主要是各种成分的碳素钢和合金钢,其次是铝、镁、钛、铜等及其合金。材料的原始状态有棒料、铸锭、金属粉末和液态金属等。金属在变形前的横断面积与变形后的横断面积之比称为锻造比。正确地选择锻造比对提高产品质量、降低成本有很大关系。
英文:forging ratio
锻造比的计算
锻造比是锻造时金属变形程度的一种表示方法。锻造比以金属变形前后的横断面积的比值来表示。不同的锻造工序,锻造比的计算方法各不相同。
1、拔长时,锻造比为y=F0/F1或y=L1/L0
式中F0,L0—拔长前钢锭或钢坯的横断面积和长度;
F1 ,L1—拔长后钢锭或钢坯的横截面积和长度。
2、镦粗时的锻造比,也称镦粗比或压缩比,其值为
y=F1/F0或y=H0/H1
F0, H0—镦粗前钢锭或钢坯的横截面积和高度;
F1, H1—镦粗后钢锭或钢坯的横截面积和高度。
锻造比的选择
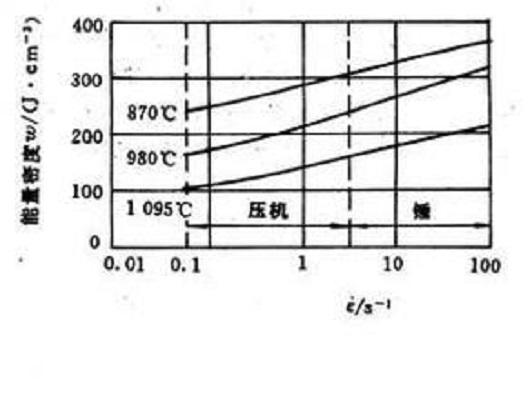
锻造过程随着锻造比的增大,使内部孔隙压合,铸态树枝晶被打碎,锻件的纵向和横向力学性能均得到明显提高。但当拔长锻造截面比大于3-4之后,随着锻造截面比的增大,形成明显的纤维组织,使横向力学性能的塑性指标急剧下降,导致锻件各向异性。若锻造截面比选择过小,锻件达不到性能要求,过大则增加了锻造工作量,而且还引起各向异性。因此,合理的选择锻造比是个重要的课题,这里还应该考虑锻造时的变形不均匀问题。
锻造比通常是用拔长时的变形程度来衡量。是指你所要进行成形的材料的用料长度与直径之比或锻造前的原材料(或预制坯料)的截面积与锻造后的成品截面积的比。锻造比的大小影响金属的力学性能和锻件质量,增加锻造比有利于改善金属的组织与性能,但锻造比过大也无益。
锻造比选择的原则是在保证锻件各种要求的前提下,尽量选择小一些。一般按以下情况确定锻造比:
1、优质碳素结构钢和合金结构钢在锤上自由锻造时:对轴类锻件,由钢锭直接锻造,按主截面计算的锻造比应≥3;按法兰或其他凸出部位计算的锻造比应≥1.75;当用钢坯或轧材,按主截面计算的锻造比就≥1.5;按法兰或其他凸出部位计算的锻造比应≥1.3。对环类锻件,锻造比一般应≥3。对盘类锻件,由钢锭直接锻造,其镦粗锻造比就≥3;其他场合,镦粗锻造比一般应>3,但最后一道工序应>2。
2、高合金钢坯布料 不仅要消除它的组织缺陷,而且还要使其中的碳化物有较均匀的分布,因此必须采取较大的锻造比。不锈钢的锻造比可选取为4-6,而高速钢的锻造比则需5-12。
相关词条
| 工程地质勘察报告 | 地下水排泄条件 | 地下水赋存条件 | 地震影响场区划 |
| 等安全度抗震设计 | 直接记录地震仪 | 放射性气体异常 | 非线性地震反应 |
| 地震流体地质学 | 地震烈度小区划 | 地下水物理性质 | 碳14年代测定法 |
| 充填型地震反射 | 实验地球物理学 | 激光应变地震仪 | 地震震中分布图 |
锻造比相关的文章

合瓣花亚纲(Metachlamydeae),又称后生花被亚纲,是恩格勒系统中双子叶植物纲的一个亚纲。其主要特征是花瓣联合成合瓣花冠,雄蕊贴生,这种结构增强了对昆虫传粉的适应性。合瓣花冠形成了各种形状,如漏斗状、钟状、唇形、管状、舌状等,由辐射对称发展到两侧对称。花冠各式的连合,增加了对昆虫传粉的适应

伊犁哈萨克自治州,中华人民共和国新疆维吾尔自治区下辖州,是中国唯一既辖地区、又辖县市的自治州。总面积26万平方公里,边境线长2000多公里,与哈萨克斯坦、俄罗斯、蒙古等国接壤。“花城”伊宁市是伊犁州的首府。2021年,伊犁哈萨克自治州常住人口为284.84万人。截至2023年4月,伊犁哈萨克自治州下
库车站位于中国新疆维吾尔自治区阿克苏地区,是中国铁路乌鲁木齐局集团有限公司管辖的三等站,建于1998年,建筑面积1818㎡。库车站为库车地区铁路主要客货运站,车站主要办理衔接方向旅客列车的通过作业,以及库车至阿克苏、库尔勒方向区段,摘挂列车的解编作业。

尼罗河本词条是多义词,共5个义项流经非洲东部与北部的河流尼罗河,全长6670公里,是世界第一长河,非洲主河流之父。发源于东非高原,自南向北注入地中海,是一条国际河流。流经布隆迪、卢旺达、坦桑尼亚、乌干达、埃塞俄比亚、苏丹、埃及等7个国家,跨越世界上面积最大的撒哈拉沙漠。流域面积约335万平方公里,占非洲大陆面积的九分之一,年平均流量每秒3100立方米。尼罗河——阿拉伯语意为“大河”。“尼罗,尼罗,

尚可名片
这家伙太懒了,什么都没写!
作者
