
可转位刀具(cutting tool with indexable inserts)将能转位使用的多边形刀片用机械方法夹固在刀杆或刀体上的刀具。
精选百科
本文由作者推荐
可转位刀具
可转位刀具
中文名
可转位刀具
外文名
Rotary cutter
类别
刀具
材质
硬质合金、陶瓷、多晶立方氮化硼
简介
在切削加工中,当一个刃尖磨钝后,将刀片转位后使用另外的刃尖,这种刀片用钝后不再重磨。多数可转位刀具的刀片采用硬质合金,也有采用陶瓷、多晶立方氮化硼或多晶金刚石的。1949~1950年间,美国最早研制成采用机械夹固的可转位车刀,并于1954年开始出售称为丢弃式(throw-away)的可转位刀片和车刀商品。中国曾称这种刀具为“不重磨刀具”。
优点
可转位刀具与钎焊式和其他机械夹固式的刀具相比有如下优点:①避免了硬质合金钎焊时容易产生裂纹的缺点;②可转位刀片适合用气相沉积法在硬质合金刀片表面沉积薄层更硬的材料(碳化钛、氮化钛和氧化铝),以提高切削性能;③换刀时间较短;④由于可转位刀片是标准化和集中生产的,刀片几何参数易于一致,切屑控制稳定。可转位刀具的应用范围很广,包括各种车刀、镗刀、铣刀、外表面拉刀、大直径深孔钻和套料钻等。
可转位刀片
常用的刀片形状有正三边形、四边形、五边形、凸三边形、圆形和菱形等(图1)。刀片廓形的内切圆直径是刀片的基本参数,其尺寸(毫米)系列是5.56、6.35、9.52、12.70、15.88、19.05、25.4 …。常用的刀片公差等级有精密级(G)、中等级(M)和普通级(U)3种,可按需要选用。各种形状的刀片有中心带孔或不带孔的;有不带后角或带不同后角的;有不带断屑槽的,也有一面或两面都有断屑槽的。
为了适应在各种使用条件下断屑的需要,刀片的断屑槽制成多种形式。图1中,a、e为通穿槽,c、g、i为封闭槽,b为三级封闭槽,d为凹弧形槽,h为点式断屑台(不是槽)。可转位刀片的断屑槽(或断屑台)通常是在硬质合金压制后烧结而成。通穿式断屑槽也可在已烧结的刀片上磨削出来。多级的和凹弧形的断屑槽以及点式断屑台都比单级槽有较大的断屑范围(即能够断屑的切削速度、切深和进给量范围较大)。

可转位刀具

可转位刀具

可转位刀具
车刀和铣刀
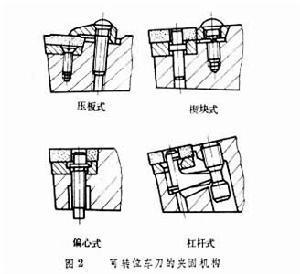
车刀一般用不带后角的刀片,使用时刀片相对于车刀的底面倾斜一定的角度,使车刀具有必要的后角。对刀片夹固机构的基本要求是:转位操作方便,定位精度高,夹紧可靠,不妨碍排屑、工艺性好。图2为可转位车刀的几种主要夹固机构。
铣刀的刀片基本上只用楔块夹固和压板夹固,为了使加工出的工件表面光洁,所有刀片在铣刀上的轴向位置要求精确地一致,为此对刀片采取侧面3点定位的措施(图3),即使刀片磨制时的3个定位点和安装时的3个定位点(即图3中A、B、C3个点)相同。精加工用的面铣刀可以把一两个特定位置上的刀片换装有较长平直刃的修光刀片,用以刮光其余刀片切削后残留下来的微小凸痕。
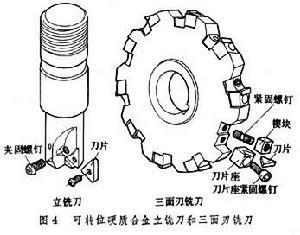
图4是用螺钉夹固的立铣刀和用楔块夹固的三面刃铣刀。
可转位刀具

可转位刀具
可转位刀具
可转位刀具相关的文章

合瓣花亚纲(Metachlamydeae),又称后生花被亚纲,是恩格勒系统中双子叶植物纲的一个亚纲。其主要特征是花瓣联合成合瓣花冠,雄蕊贴生,这种结构增强了对昆虫传粉的适应性。合瓣花冠形成了各种形状,如漏斗状、钟状、唇形、管状、舌状等,由辐射对称发展到两侧对称。花冠各式的连合,增加了对昆虫传粉的适应
舟山市,是中华人民共和国浙江省下辖的地级市,位于浙江省东部、沿海地区的舟山群岛。总面积2.22万平方千米。舟山市下辖2个区,2个县,市政府驻地是舟山市新城海天大道681号。截至2021年末,舟山市常住人口116.5万人,城镇化率为72.2%。

伊比利亚半岛欧洲第二大半岛伊比利亚半岛(Ibérian Peninsula)位于欧洲西南角,东部、东南部临地中海,西边是大西洋,北临比斯开湾。比利牛斯山脉在半岛东北部,为天然界线与法国连接。南部隔着直布罗陀海峡与非洲对望。面积约58.4万平方公里,人口5200多万。包括西班牙、葡萄牙、安道尔和英属直布罗陀。伊比利亚半岛又称比利牛斯半岛,欧洲第二大半岛,南欧三大半岛之一(与意大利等国所在的亚平宁半岛

新开罗”将是一个人为创造出来的首都,可能与现在的埃及格格不入,却符合政治精英们对埃及未来的幻想。计划中的“新开罗”将是一个美丽的地方,一个“创新中心”,具有可持续发展的环境,城市居民享有高质量的生活,人们在这里可以自由呼吸,而不会因沙尘暴咳嗽不已。与之相比,“老开罗”是一个丑陋的城市。从机场到市区,一路上的建筑物都被污染物弄得脏兮兮的。耳朵里充斥着刺耳的汽车笛声,一到冬天,尼罗河上就笼罩着一层浓雾。街道上总是塞满了汽车,它们就像是这座城市的动脉血栓一样。当然,尼罗河畔会有些时尚女士穿着高跟鞋踱步,让这个城

尚可名片
这家伙太懒了,什么都没写!
作者
