螺杆长径比(ratio of length-to-diameter of screw)螺杆上作长度(不包括螺杆端部起混炼作用的鱼雷头及附件)与外径之比,用L/D表示。
精选百科
本文由作者推荐
螺杆长径比相关的文章
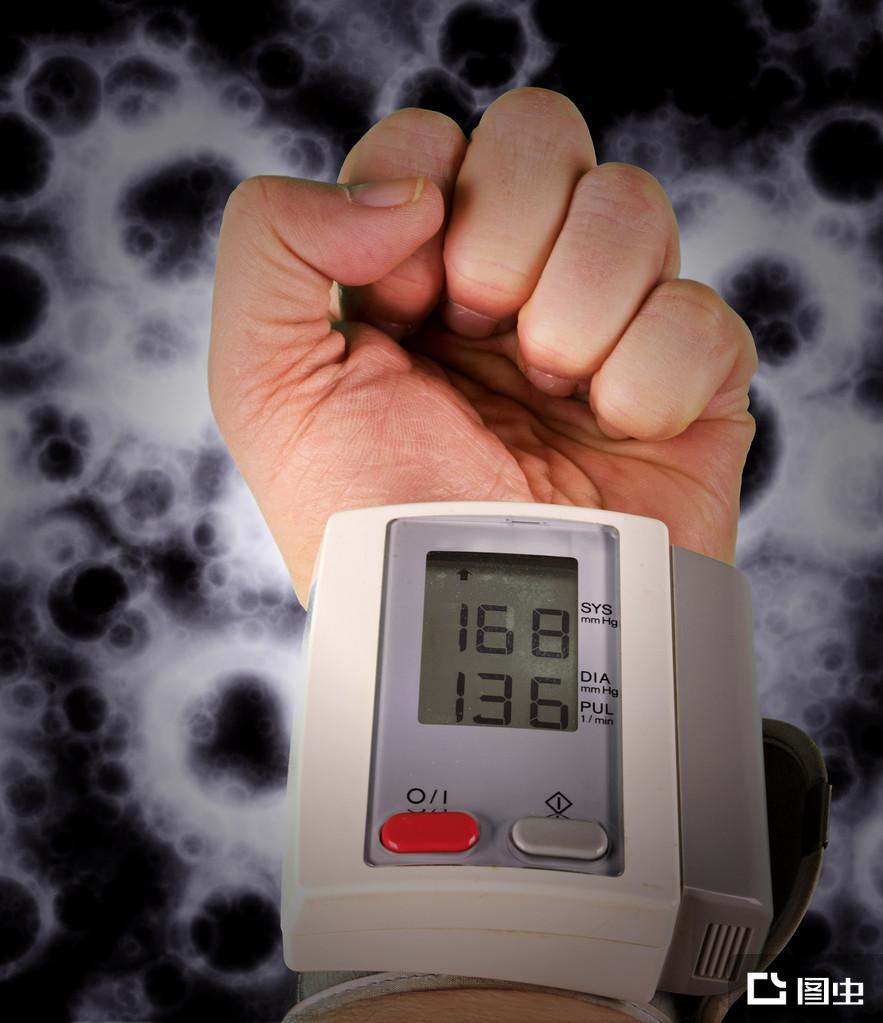
高血压(英文:Hypertension)是指在静息状态以收缩压和(或)舒张压持续升高(收缩压≥140mmHg,舒张压≥90mmHg)为主要临床表现的心血管综合征。

巴士拉(البصرة,Basra),为伊拉克巴士拉省省会,位于底格里斯河和幼发拉底河交汇的夏台·阿拉伯河西岸,南距波斯湾55公里,是伊拉克第一大港及第二大城。建于635年,曾被战火摧毁,891年被重建。2003年时,全省人口估计约2,600,000人,而巴士拉城则有约1,880,000人。
新疆大学(英文:Xinjiang University),简称”新大”,位于中国新疆维吾尔自治区首府乌鲁木齐,是国务院确定的全国第一批88所重点高等院校之一,16所综合性重点大学之一,是教育部与新疆维吾尔自治区人民政府“部区合建”高校,也是国家“双一流”建设高校、国家“211工程”建设高校、入选国
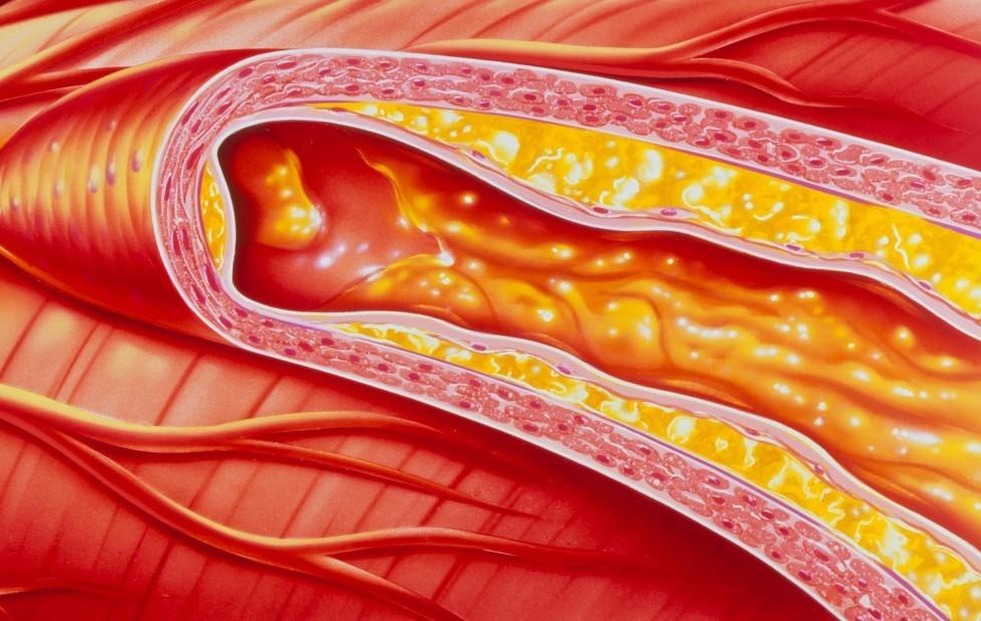
动脉粥样硬化动脉硬化的血管病动脉粥样硬化是一组称为动脉硬化的血管病中最常见、最重要的一种。本病多见于40岁以上的中老年人,男性多于女性。人体中正常的血管是富有弹性的,当血管发生老化、衰退时,血管内脂肪及类脂等物质聚集成斑块,呈黄色粥样,斑块越来越多,会使血管壁增厚变硬,失去弹性,管腔缩小,形成动脉粥样硬化。动脉粥样硬化发生在冠状动脉,则可引起心绞痛、心律失常、心肌梗死;还可发生在脑、肾、下肢动脉,
硫酸(Sulfuric acid)是一种二元无机强酸,又名硫酸油。是一种由硫、氧和氢元素组成的矿物酸,化学式为H₂SO₄。它是一种无色的油状液体,在任何浓度下都能与水互溶。纯硫酸密度很大,为1.8305g/cm³。纯硫酸沸点高达337℃,在25°C时蒸气压为0.001mmHg,属于难挥发性酸。浓硫酸还具有吸水性,可用作干燥剂;具有强氧化性和腐蚀性,是一种强氧化性酸;此外,还具有脱水性,可以按比例脱

尚可名片
这家伙太懒了,什么都没写!
作者