
热熔连接是指金属与金属之间,是经过加热升温至(液态)熔点后的一种连接方式。广泛应用于PP-R管、PB管、PE-RT管、金属复合管、曲弹矢量铝合金衬塑复合管道系统等新型管材与管件连接。在钢结构工程中,将两根金属钢筋,通过电加温设备进行热熔连接。金属热熔连接后的连接点,一定要在常温状态下冷却,才能达到原金属材料的抗拉应力,热熔连接不得淬火,以免接点碳化变脆,失去原有金属材料的抗拉应力参数。热熔连接主要有:热熔承插连接和热熔对焊连接,热熔连接具有连接简便、使用年限久、不易腐蚀等优点。
精选百科
本文由作者推荐

热熔连接
金属与金属之间连接方式
中文名
热熔连接
外文名
hot melt connection
释义
金属与金属之间连接方式
特点
热熔连接具有连接简便等
应用
PP-R管
注意
准确掌握加热时间
热熔连接
非金属与非金属热熔连接
塑料管
施工操作1、准确掌握加热时间
加热时间过短,易发生管件加热不均匀,从而导致对口困难;加热时间过长,则管件容易熔化,出现过多胶状物质而流失。最佳的加热时间选择可参照下表:
| PB管热熔连接时间 | |||
| 管径/mm | 热熔时间/s | 管径/mm | 热熔时间/s |
| 20 | 5 | 63 | 24 |
| 25 | 7 | 75 | 30 |
| 32 | 8 | 90 | 40 |
| 40 | 12 | 110 | 50 |
2、对接时应无旋转
02SS405-2PP-R给水管安装:
管材管件热熔连接操作要点:达到加热时间后,立即把管材和管件从加热套与加热头上同时取下,迅速无旋转地直线均匀插入到所标深度,使接头处形成均匀凸缘。
3、在建筑施工质量规范的要求
国标《建筑给排水及采暖施工程质量验收规范》GB50242-2002中有如下规定:
第3.3.15条第二点:熔接连接管道的结合面应有以均匀的熔接圈,不得出现局部熔瘤或熔接圈凹凸不匀的现象。
工程影响对现场水暖安装施工质量检查中,经常发现塑料管热熔连接出现局部熔瘤或熔接圈凹凸不匀的现象,导致管径变小,数量较多从而影响给水或供暖效果。
金属复合管
普通金属是将管材外表面和管件内表面同时无旋转地插入熔接器的模头中加热数秒,然后迅速撤去熔接器,把已加热的管子快速地垂直插入管件,保压、冷却的连接过程。
连接流程如下:检查→切管→清理接头部位及划线→加热→撤熔接器→找正→管件套入管子并校正→保压、冷却。
(1)检查、切管、清理接头部位及划线的要求和操作方法与UPVC管粘接类似,但要求管子外经大于管件内径,以保证熔接后形成合适的凸缘。
(2)加热:将管材外表面和管件内表面同时无旋转地插入熔接器的模头中(已预热到设定温度)加热数秒,加热温度为260℃,加热时间见下表:
| 管材外径(mm) | 熔接深度(mm) | 热熔时间(秒) | 接插时间(秒) | 冷却时间(秒) |
| 20 | 14 | 5 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 20 | 8 | 6 | 4 |
| 40 | 21 | 12 | 6 | 4 |
| 50 | 22.5 | 18 | 6 | 4 |
注:当操作环境温度低于0℃时,加热时间应延长二分之一。
(3)插接:管材管件加热到规定的时间后,迅速从熔接器的模头中拔出并撤去熔接器,快速找正方向,将管件套入管端至划线位置,套入过程中若发现歪斜应及时校正。找正和校正可利用管材上所印的线条和管件两端面上成十字形的四条刻线作为参考。
(4)保压、冷却:冷却过程中,不得移动管材或管件,完全冷却后才可进行下一个接头的连接操作。
曲弹双熔管件管材切割前,必须正确丈量和计算好所需长度,用船笔在管表面画出切割线、铝合金剥“皮”线和热熔连接深度线。
切割管材必须使端面垂直于管轴线,管材切割应使用管子剪、断管器或管道切割机,不宜用钢锯锯断管材。若使用时,应用刮刀清除管材锯口的毛边,铝合金衬塑管剥“皮”长度应符合表1规定:
| 公称外径dn | 剥皮长度 | 公称外径dn | 剥皮长度 |
| 20 | 13 | 63 | 25 |
| 25 | 15 | 75 | 28 |
| 32 | 17 | 90 | 32 |
| 40 | 19 | 110 | 38 |
| 50 | 22 |
管材与管件的连接端面和熔接面必须清洁、干燥、无油污。
连接深度应符合表2的规定。
(1)同种衬塑材质的管材和曲弹双熔管件相连,熔接时须使用配备的热熔或电熔焊接机具,直埋在墙体内或地面内的管道,必须采用热熔连接,不得采用丝扣或法兰连接,丝扣或法兰连接的接口必须明露。
(2)铝合金衬塑管材或法兰与金属管件相连时,采用带金属嵌件的热熔塑料管件作为过渡,该管件与铝合金衬塑管材采用热溶连接,与金属管件或卫生洁具的五金配件采用丝扣连接。
(3)便携式热熔焊机适用于公称外径(De)小于等于63mm的管道焊接,台式热熔焊机适用于公称外径(De)大于等于75mm的管道焊接。
(4)热熔工具接通电源,待达到工作温度(指示灯亮)后,方能开始热熔。
加热时,管材应无旋转地将管端插入加热套内,插入到铝合金管断口剥皮处;同时无旋转地把管件推倒加热头上,达到规定热熔深度。加热时间必须符合表的规定(或见热熔焊机的使用说明)。
热熔控制温度PB:230℃±10℃;PE-RT:240℃±10℃;PPR:260℃±10℃。
| 公称外径(mm)dn | 管件热熔长度(mm) | 加热时间(s) | 接插时间(s) | 冷却时间(min) |
| 20 | 14 | 5 | 4 | 3 |
| 25 | 16 | 7 | 4 | 3 |
| 32 | 20 | 8 | 4 | 4 |
| 40 | 21 | 12 | 6 | 5 |
| 50 | 23 | 18 | 6 | 5 |
注:环境温度低于5℃时,加热时间延长50%。
(5)达到规定的加热时间后,必须立即将管材与管件从加热套和加热头上同时取下,迅速无旋转地沿管材与管件的轴向直线均匀地插入到所标示的深度,稳定几分钟,使接缝处形成均匀的凸缘。
刚熔接的接头允许立即校正,但严禁旋转,在规定的冷却时间内应扶好管材、管件,使它不受扭、弯和拉伸
。
管道采用法兰连接时应符合下列规定
(1)将法兰盘套在管道上,有止水线的面应相对。
(2)校直两个对应的连接件,使连接的两片法兰垂直于管道中心线,表面相互平行。
(3)法兰的衬垫,应采用耐热无毒橡胶垫。
(4)应使用相同规格的螺栓,安装方向一致,螺栓应对称紧固,紧固好的螺栓应露出螺母之外,宜齐平,螺栓、螺母宜采用镀锌件。
(5)连接管道的长度精确,紧固螺栓时,不应使管道产生轴向拉力。
(6)法兰连接部位应设置支架、吊架。

是将管材连接部位外表面和鞍形管件内表面加热熔化,然后把鞍形管件压到管材上,保压、冷却到环境温度的连接过程。一般用于管道接支管的连接。
其连接过程为:管子支撑→清理连接部位及划线→加热→撤熔接器→找正→鞍形管件压向管子并校正→保压、冷却。
(1)连接前应将干管连接部位的管段下部用托架支撑、固定;
(2)用刮刀、细砂纸、洁净的棉布等清理管材连接部位氧化层、污物等影响熔接质量的物质,并作好连接标记线;
(3)用鞍形熔接工具(已预热到设定温度)加热管材外表面和管件内表面,加热完毕迅速撤除熔接器,找正位置后将鞍形管件用力压向管材连接部位,使之形成均匀凸缘,保持适当的压力直到连接部位冷却至环境温度为止。鞍形管件压向管材的瞬间,若发现歪斜应及时校正。
对接连接是将与管轴线垂直的两管子对应端面与加热板接触使之加热熔化,撤去加热板后,迅速将熔化端压紧,并保压至接头冷却,从而连接管子。这种连接方式无需管件,连接时必须使用对接焊机。
其连接步骤如下:装夹管子→铣削连接面→加热端面→撤加热板→对接→保压、冷却。
(1)将待连接的两管子分别装夹在对接焊机的两侧夹具上,管子端面应伸出夹具20~30mm,并调整两管子使其在同一轴线上,管口错边不宜大于管壁厚度的10%。
(2)用专用铣刀同时铣削两端面,使其与管轴线垂直、两待连接面相吻合;铣削后用刷子、棉布等工具清除管子内外的碎屑及污物。
(3)当加热板的温度达到设定温度后,将加热板插入两端面间同时加热熔化两端面,加热温度和加热时间按对接工具生产厂或管材生产厂的规定,加热完毕快速撤出加热板,接着操纵对接焊机使其中一根管子移动至两端面完全接触并形成均匀凸缘,保持适当压力直到连接部位冷却到室温为止。
注意事项
(1)管材和管件应存放在通风良好的库房或简易棚内,不得露天存放,防止阳光直射,注意防火安全,距离热源不得小于1米。
(2)管材应水平堆放子平整的地上,避免弯曲,堆置高度不得超过2.0m,管件应逐层堆码,不宜叠得过高。
(3)搬运管材和管件时,应小心轻放,避免油污,严禁剧烈撞击、与尖锐物品碰触和抛、摔、滚、拖。
(4)不得用硬物敲打管材与管件,尤其在较低温度时。必须与管材轴向垂直方向切割管材,并保持切开干净平整。
(5)热熔连接应严格按照规定的熔接深度进行连接。
(6)热熔连接应严格按照规定的熔接时间进行。
(7)热熔连接时,管材与管件最大偏离角度不得超过5度。
(8)管材弯曲时,弯曲半径不得小于管材直径的八倍,严禁用明火加热弯曲。
(9)金属螺纹在设计时采用锥形螺纹,连接时可使用麻或塑料袋密封,不可拧得过紧。
(10)两根管道交叉重叠时,必须使用绕曲管。
(11)PP-R管道不得作为拉攀、吊架等使用。
(12)直埋暗管封蔽后,应在墙面或地面标明管道的位置和走向,严禁在管道上冲击或钉金属等尖锐物体。
热熔连接相关的文章

植物界(学名:plant kingdom)为生物的一界。在不同的生物分界系统中,植物的概念及其所包括的类群也不一样,如将生物分为植物和动物两界时,植物界包括藻类、菌类、地衣、苔藓、蕨类和种子植物;在五界的系统中,植物界仅包括多细胞的光合自养的类群,而菌类、地衣和单细胞藻类以及原核的蓝藻则不包括在内。
巴格达(阿拉伯语:بغداد,阿拉米语:ܒܓܕܐܕ),古称报达,《诸蕃志》称 白达,伊拉克首都,同时它也是伊拉克巴格达省的首府,为伊拉克最大城市及经济文化中心。伊斯兰世界历史文化名城。巴格达这个名称来自于波斯语,含义为“神(bagh)的赠赐(dād)”。旧译“报达”、“八哈塔”。
北海(North Sea)是位于大西洋东北部的边缘海,位于欧洲大陆的西北,与须德海相对应。北海的西部以大不列颠岛和奥克尼群岛为界,北部为设得兰群岛,东邻挪威和丹麦,南接德国、荷兰、比利时和法国,西南通过多佛尔海峡和英吉利海峡与大西洋相通。北海的面积为57.5万平方公里,南北长965.4公里,东西宽6
夏佩尔夏佩尔,1928年出生,1957年获哈佛大学哲学博士。1957—1960年任教于俄亥俄州立大学,1960—1972年任教于芝加哥大学,1972—1975年任教于伊利诺斯大学,1975年任教于马里兰大学。1983年任该校科学史与科学哲学委员会主任。美国文学与科学院院士。新历史主义学派的代表人物。
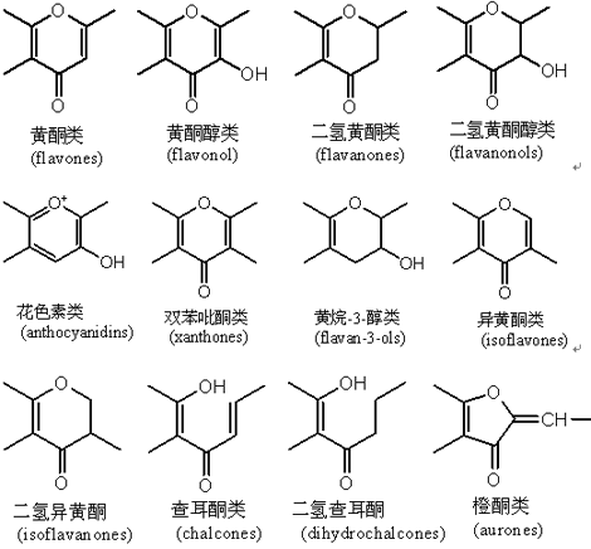
黄酮黄酮类化合物的总称黄酮(flavone),是黄酮类化合物的总称,泛指两个具有酚羟基的苯环(A-与B-环)通过中央三碳原子相互连结而成的一系列化合物。黄酮类化合物结构中常连接有酚羟基、甲氧基、甲基、异戊烯基等官能团。黄酮类化合物(英语:Flavonoid,又称类黄酮)是指基本母核为2-苯基色原酮类化合物,现在则泛指两个具有酚羟基的苯环通过中央三碳原子相互连接的一系列化合物。他们来自于水果、蔬菜、

杏花(学名:Prunusarmeniaca),一种花,又称杏子,是杏属李亚科植物,其果肉、果仁均可食用。杏花单生,先叶开放,花瓣白色或稍带红晕,是中国著名的观赏树木。[1]杏可配植于庭前、墙隅、道路旁、水边,也可群植、片植于山坡、水畔,是春季主要的观赏树种。杏的学名指出:西方人对杏的认识,乃源于亚美尼亚,事实上,杏广布于东亚及中亚。其可采用播种或嫁接繁殖等种植方法,一般入药的杏,就是杏的果仁,有生津、解毒、清热之效用。初夏成熟。杏树原产中国,分布很广。树龄长,可活一百年以上,既能采果又能赏花,在果木生产和

尚可名片
这家伙太懒了,什么都没写!
作者


