动力缸是将液压或气压能转变为机械能的、做直线往复运动(或摆动运动)的执行元件。它结构简单、工作可靠。用它来实现往复运动时,可免去减速装置,并且没有传动间隙,运动平稳。根据提供压力的原理可将动力缸分为两类:液压缸和气压缸。 在应用于石油加工和石油化工生产的容积式液压传动机械中,动力液压缸是液压发动机最常用的形式。动力液压缸的动态连接密封件(活塞和活塞杆密封件)是最重要的结构元件,它的可靠性决定了整个液压缸工作的稳定性。 气压缸是将气压能转变为机械能的、做直线往复运动(或摆动运动)的气压执行元件。它结构简单、工作可靠。用它来实现往复运动时,可免去减速装置,并且没有传动间隙,运动平稳,因此在各种机械的气压系统中得到广泛应用。
精选百科
本文由作者推荐

动力缸
动力缸
中文名
动力缸
外文名
power cylinder
原理
将液、气压能变为机械能往复运动
分类
液压缸
液压缸的类型及特点
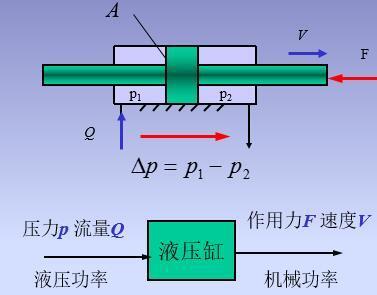
液压缸原理示意图
液压缸(油缸)主要用于实现机构的直线往复运动,也可以实现摆动,其结构简单,工作可靠,应用广泛。液压缸的输入量是液体的流量和压力,输出量是速度和力。液压缸和液压马达都是液压执行元件,其职能是将液压能转换为机械能。液压缸按供油方向可为单作用缸和双作用缸;按结构形式分为活塞缸、柱塞缸、伸缩套筒缸、摆动液压缸;按活塞杆形式分为单活塞杆缸、双活塞杆缸。
活塞式液压缸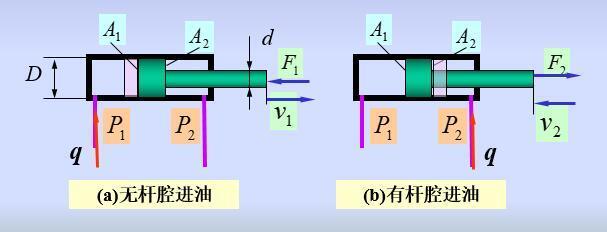
活塞式液压缸
活塞式液压缸可分为单杆式和双杆式两种结构,其固定方式由缸体固定和活塞杆固定两种,按液压力的作用情况有单作用式和双作用式。在单作用式液压缸中,压力油只供液压缸的一腔,靠液压力使缸实现单方向运动,反方向运动则靠外力(如弹簧力、自重或外部载荷等)来实现;而双作用液压缸活塞两个方向的运动则通过两腔交替进油,靠液压力的作用来完成。双活塞杆液压缸的活塞两端都带有活塞杆,分为缸体固定和活塞杆固定两种安装形式。
单活塞杆液压缸的活塞仅一端带有活塞杆,活塞双向运动可以获得不同的速度和输出力。
当单杆活塞缸两腔同时通入压力油时,由于无杆腔有效作用面积大于有杆腔的有效作用面积,使得活塞向右的作用力大于向左的作用力,因此,活塞向右运动,活塞杆向外伸出;与此同时,又将有杆腔的油液挤出,使其流进无杆腔,从而加快了活塞杆的伸出速度,单活塞杆液压缸的这种连接方式被称为差动连接。差动连接是在不增加液压泵容量和功率的条件下,实现快速运动的有效办法。
柱塞式液压缸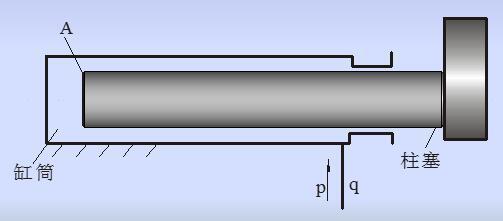
柱塞式液压缸
当活塞式液压缸行程较长时,加工难度大,使得制造成本增加。某些场合所用的液压缸并不要求双向控制,柱塞式液压缸正是满足了这种使用要求的一种价格低廉的液压缸。柱塞缸由缸筒、柱塞、导套、密封圈和压盖等零件组成,柱塞和缸筒内壁不接触,因此缸筒内孔不需精加工,工艺性好,成本低。柱塞式液压缸是单作用的,它的回程需要借助自重或弹簧等其它外力来完成。如果要获得双向运动,可将两柱塞液压缸成对使用;为减轻柱塞的重量,有时制成空心柱塞。
摆动液压缸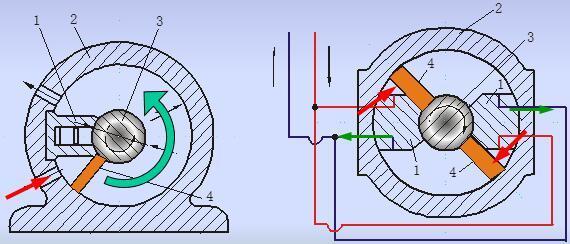
摆动液压缸
摆动液压缸能实现小于360°角度的往复摆动运动,由于它可直接输出扭矩,故又称为摆动液压马达,主要有单叶片式和双叶片式两种结构形式。单叶片摆动液压缸主要由定子块1、缸体2、摆动轴3、叶片4、左右支承盘和左右盖板等主要零件组成。定子块固定在缸体上,叶片和摆动轴固连在一起,当两油口相继通以压力油时,叶片即带动摆动轴作往复摆动。单叶片摆动液压缸的摆角一般不超过280º,双叶片摆动液压缸的摆角一般不超过150º。当输入压力和流量不变时,双叶片摆动液压缸摆动轴输出转矩是相同参数单叶片摆动缸的两倍,而摆动角速度则是单叶片的一半。摆动缸结构紧凑,输出转矩大,但密封困难,一般只用于中、低压系统中往复摆动,转位或间歇运动的地方。
伸缩式液压缸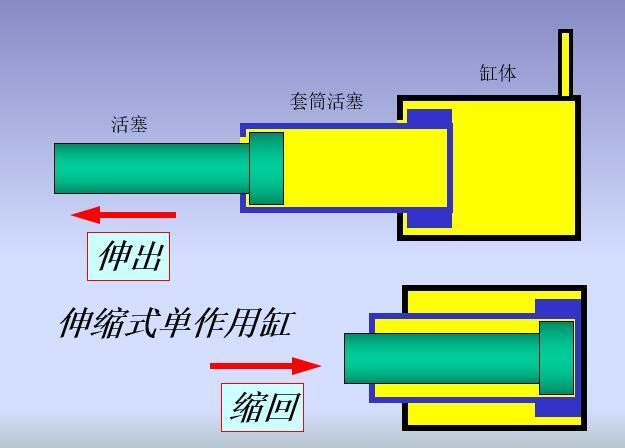
伸缩式液压缸
伸缩式液压缸具有二级或多级活塞,伸缩式液压缸中活塞伸出的顺序式从大到小,而空载缩回的顺序则一般是从小到大。伸缩缸可实现较长的行程,而缩回时长度较短,结构较为紧凑。此种液压缸常用于工程机械和农业机械上。有多个一次运动的活塞,各活塞逐次运动时,其输出速度和输出力均是变化的。伸缩式双作用缸缸体两端有进、出油口A和B。当A口进油,B口回油时,先推动一级活塞向右运动。一级活塞右行至终点时,二级活塞在压力油的作用下继续向右运动。伸缩式液压缸的特点是:活塞杆伸出的行程长,收缩后的结构尺寸小,适用于翻斗汽车,起重机的伸缩臂等。
齿条活塞缸齿条活塞缸由带有齿条杆的双作用活塞缸和齿轮齿条机构组成,活塞往复移动经齿条、齿轮机构变成齿轮轴往复转动。
液压缸的结构
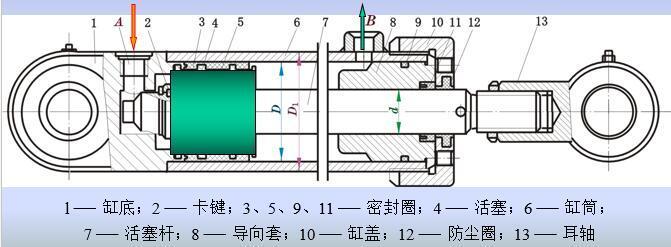
双作用单活塞杆液压缸结构图
单活塞杆液压缸主要由缸底1、缸筒6、缸盖10、活塞4、活塞杆7和导向套8等组成。缸筒一端与缸底焊接,另一端与缸盖采用螺纹连接。活塞与活塞杆采用卡键连接。为了保证液压缸的可靠密封,在相应部位设置了密封圈3、5、9、11和防尘圈12。缸体组件缸筒是液压缸的主体,其内孔一般采用镗削、绞孔、滚压或珩磨等精密加工工艺制造,要求表面粗造度在0.1μm~0.4μm。端盖装在缸筒两端,与缸筒形成封闭油腔,同样承受很大的液压力,因此,端盖及其连接件都应有足够的强度。导向套对活塞杆或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向。缸筒、端盖和导向套的材料选择和技术要求可参考液压设计手册。
活塞组件活塞组件由活塞、密封件、活塞杆和连接件等组成。
活塞装置主要用来防止液压油的泄漏。对密封装置的基本要求是具有良好的密封性能,并随压力的增加能自动提高密封性。除此以外,摩擦阻力要小,耐油。
油缸主要采用密封圈密封,密封圈有O形、V形、Y形及组合式等数种,其材料为耐油橡胶、尼龙、聚氨脂等。
(1)O形密封圈
O形密封圈的截面为圆形,主要用于静密封。与唇形密封圈相比,运动阻力较大,作运动密封时容易产生扭转,故一般不单独用于油缸运动密封。
O形圈密封的原理:任何形状的密封圈在安装时,必须保证适当的预压缩量,过小不能密封,过大则摩擦力增大,且易于损坏。因此,安装密封圈的沟槽尺寸和表面精度必须按有关手册给出的数据严格保证。
在动密封中,当压力大于10MPa时,O形圈就会被挤入间隙中而损坏,为此需在O形圈低压侧设置聚四氟乙烯或尼龙制成的挡圈,双向受高压时,两侧都要加挡圈。
(2)V形密封圈
V形圈的截面为V形,V形密封装置是由压环、V形圈和支承环组成。当工作压力高于10MPa时,可增加V形圈的数量,提高密封效果。安装时,V形圈的开口应面向压力高的一侧。
(3)Y(Yx)形密封圈
Y形密封圈的截面为Y形,属唇形密封圈。它是一种摩擦阻力小、寿命较长的密封圈,应用普遍。Y形圈主要用于往复运动的密封。根据截面长宽比例的不同,Y形圈可分为宽断面和窄断面两种形式。
缓冲装置当液压缸带动质量较大的部件作快速往复运动时,由于运动部件具有很大的动能,因此当活塞运动到液压缸终端时,会与端盖碰撞,而产生冲击和噪声。这种机械冲击不仅引起液压缸的有关部分的损坏,而且会引起其它相关机械的损伤。为了防止这种危害,保证安全,应采取缓冲措施,对液压缸运动速度进行控制。
排气装置液压传动系统往往会混入空气,使系统工作不稳定,产生振动、爬行或前冲等现象,严重时会使系统不能正常工作。因此,设计液压缸时,必须考虑空气的排除。
对于速度稳定性要求较高的液压缸和大型液压缸,常在液压缸的最高处设置专门的排气装置,如排气塞、排气阀等。当松开排气塞或阀的锁紧螺钉后,低压往复运动几次,带有气泡的油液就会排出,空气排完后拧紧螺钉,液压缸便可正常。
气压缸的类型
根据常用气压缸的结构形式,可将其分为四种类型:
活塞式单活塞杆气压缸只有一端有活塞杆。如图所示是一种单活塞气压缸。其两端进出口油口A和B都可通压力油或回油,以实现双向运动,故称为双作用缸。
柱塞式
气压缸
(1)柱塞式气压缸是一种单作用式气压缸,靠气压力只能实现一个方向的运动,柱 塞回程要靠其它外力或柱塞的自重;(2)柱塞只靠缸套支承而不与缸套 接触,这样缸套极易加工,故适于做 长行程气压缸;
(3)工作时柱塞总受压,因而它必须 有足够的刚度;
(4)柱塞重量往往较大,水平放置时 容易因自重而下垂,造成密封件和导向 单边磨损,故其垂直使用更有利。
伸缩式伸缩式气压缸具有二级或多级活塞,伸缩式气压缸中活塞伸出的顺序式从大到小,而空载缩回的顺序则一般是从小到大。伸缩缸可实现较长的行程,而缩回时长度较短,结构较为紧凑。此种气压缸常用于工程机械和农业机械上。
摆动式摆动式气压缸是输出扭矩并实现往复运动的执行元件,也称摆动式气压马达。有单叶片和双叶片两种形式。定子块固定在缸体上,而叶片和转子连接在一起。根据进油方向,叶片将带动转子作往复摆动。
气压缸的加工
缸筒作为气压缸、矿用单体支柱、气压支架、炮管等产品的主要部件,其加工质量的好坏直接影响整个产品的寿命和可靠性。缸筒加工要求高对同轴度、耐磨性要求严格。缸筒的基本特征是深孔加工,其加工一直困扰加工人员。
采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高缸筒疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了缸筒内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。
油缸是工程机械最主要部件,传统的加工方法是:拉削缸体——精镗缸体——磨削缸体。采用滚压方法是:拉削缸体——精镗缸体——滚压缸体,工序是3部分,但时间上对比:磨削缸体1米大概在1-2天的时间,滚压缸体1米大概在10-30分钟的时间。投入对比:磨床或绗磨机(几万至几百万),滚压刀(1千至几万)。孔的表面硬度提高约30%,缸筒内表面疲劳强度提高25%。油缸使用寿命若只考虑缸筒影响,提高2~3倍,镗削滚压工艺较磨削工艺效率提高3倍左右。以上数据说明,滚压工艺是高效的,能大大提高缸筒的表面质量。
油缸经过滚压后,表面没有锋利的微小刃口,长时间的运动摩擦也不会损伤密封圈或密封件,这点在气压行业特别重要。
动力缸相关的文章

茼蒿(Glebionis coronaria(L.)Cass. ex Spach),别名艾菜、蓬蒿、菊花菜、蒿菜、同蒿菜,为菊科(Asteraceae)筒蒿属(Glebionis)植物。茼蒿原产于地中海到中亚和阿拉伯半岛地区,引种于世界各地,如澳大利亚,印度,德国,法国,老挝,越南,韩国,俄罗斯等地
心肌缺血(myocardial ischemia)又称为心脏缺血、缺血性心脏病,是一种心血管内心肌血流量不足引起的病理生理状态。主要是因为供应心肌的冠状动脉因粥样硬化或其他原因而导致冠状动脉血流完全或不完全阻塞,引起冠状动脉供血不足,不能满足心肌代谢需要,心肌消耗其糖原储备进行无氧代谢。长期吸烟或接
埃德加·爱伦·坡美国小说家、诗人、评论家代表作《黑猫》推理小说的创造者埃德加·爱伦·坡,男,1809年1月19日出生于波士顿,19世纪美国诗人、小说家和文学评论家,美国浪漫主义思潮时期的重要成员,以悬疑、惊悚小说最负盛名。爱伦·坡是美国的短篇小说家先锋之一,并被公认是推理小说的创造者,甚至被视为科幻

恬妮,本名朱隐英,1948年出生于江苏无锡,加拿大籍华人电影女演员。1967年,当选“毛衣公主”,并进身影视圈,取艺名恬妮;1969年,参演她的第一部电视剧《红衣侠女》;1972年,加盟邵氏公司,获导演李翰祥赏识,在《风流韵事》中饰演李瓶儿一角;1975年,与岳华结婚后减少拍片;1990年,定居加拿大,偶尔返回香港、台湾,主要从事慈善事业;2009年,参演电影《电影香江》。
伊本·穆卡法(Ibn al—Muqaffa‘,约724~759),阿拉伯著名文学家、哲学家。原名罗兹比·本·达祖威。波斯设拉子南部的朱尔村人。其父在伍麦叶王朝时任税收官,家族原信奉琐罗亚斯德教,后改宗伊斯兰教。

白海,白海是北冰洋的巴伦支海(Barents Sea)伸入欧洲的俄罗斯部分几乎被陆地围住的水域,深入俄罗斯西北部内陆,是北冰洋的边缘海。白海呈两端膨胀,中部狭窄的哑铃形,面积9万平方千米,平均水深61米,最大水深(坎达拉克沙湾东北部)350米。白海大部分的海底沉积物是淤泥和粘土,只是坎达拉克沙湾和奥涅加湾的底部是沙、石沉积物。海岸曲折,西北陡峭,西南低平。由于白海所处纬度高,气候严寒,终年冰雪茫茫,一年中约有200多天被雪白的冰层覆盖。

尚可名片
这家伙太懒了,什么都没写!
作者