
切削运动,是一种表面成形运动。可分解为主运动和进给运动。切削运动—刀具切削刃毛刺分类体系以金属切削加工中最基本的运动—主运动和进给运动为基础,以刀具切削刃及其与工件的相对位置为参考。它包函了金属切削加工的基本要素,完全体现出各种切削加工形式的普遍特点,为深入开展毛刺生成机理研究确立出了系统、完整的科学体系。
精选百科
本文由作者推荐
切削运动
制造陶瓷过程中的表面成形运动
中文名
切削运动
外文名
Cutting motion
别名
切削、切削加工
拼音
qiē xiāo yùn dòng
类型
表面成形运动
适用范围
陶瓷制造、金属制造
解释
切削工的动作
定义
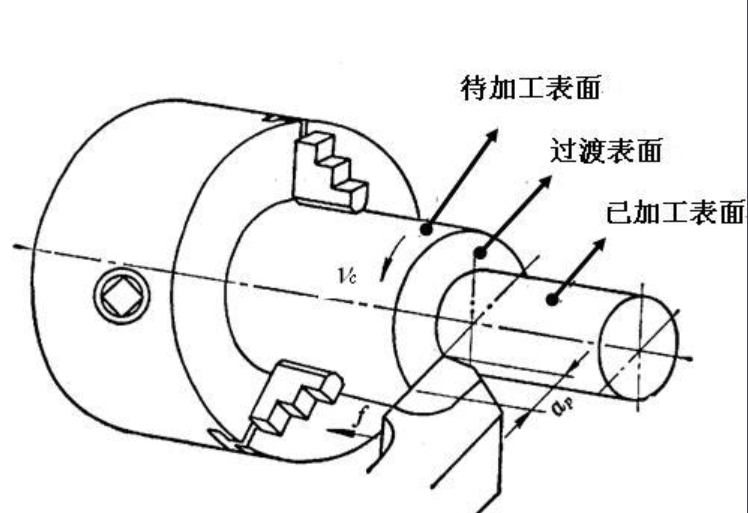
在切削加工中刀具与工件的相对运动,即表面成形运动。可分解为主运动和进给运动。
主运动是切下切屑所需的最基本的运动,在切削运动中主运动的速度最高、消耗的功率最大。主运动只有一个。如车削时工件的旋转运动。使工件与刀具产生相对运动以进行切削的最基本运动称为主运动。
进给运动是多余材料不断被投入切削,从而加工完整表面所需的运动,进给运动可以有一个或几个。如车削时车刀的纵向或横向运动。使主运动能够继续切除工件上多余的金属,以便形成工件表面所需的运动称为进给运动。但也可能一种进给运动都不需要。
原理
作为制造业大国,制造业每年消耗大量电能。机床是制造业重要的耗电设备,消耗能量大但是能量利用率比较低,机床的节能减排对于制造业的可持续发展意义重大。机床的能耗可分为切削能耗和非切削能耗两部分。切削能耗是用于去除工件材料的能耗,是机床总能耗中的有效能部分。目前的切削能耗模型主要是以工件加工特征为平面、外圆,刀具-工件作用关系相对平稳的车、铣等工艺为研究对象,但是针对工件加工特征具有螺旋几何形状、刀具-工件作用关系具有时变、断续特征的旋铣丝杠工艺而言,由于涉及切削参数不同、刀具工件运动机理不同,现有的切削能耗的模型并不适用于旋风铣削。本文基于丝杠旋风铣削工艺的时变、断续工艺特征,提出了一种丝杠旋风铣削时变切削力的切削比能评估方法。
应用
高速数控车床进给系统切削
高速数控车床的进给系统是其重要部件,其切削运动平稳性对产品的加工质量影响非常突出。分析了高速数控车床进给系统切削力,应用ADAMS软件建立了高速数控车床进给系统刚体和柔性体结合的动力学虚拟样机,为了提高分析效率,对高速数控车床进给系统原始设计进行了简化,这些简化均不会对整体应力分布有明显影响。通过仿真分析,得到了高速进给系统X向进给平台质心的X、Y、Z三个方向运动轨迹的误差曲线,仿真结果验证了所设计的高速车床进给系统达到了要求,为高速数控车床进给系统的设计提供了依据。虚拟环境下机床切削虚拟数控机床是随着虚拟制造技术的发展而提出的一个新的研究领域,它是虚拟制造的执行单元,是虚拟制造的关键基础技术之一。它的最终目的是为虚拟制造建立一个逼真的加工环境,在计算机屏幕上实现加工过程的仿真,允许使用者测试和优化加工工艺以及预测加工质量。目前,数控仿真的研究主要集中在数控程序的仿真,常用的CAD/CAM行业软件主要是对刀具路径进行模拟,而对数控机床的行为仿真研究较少,诸如机床切削加工中的对刀、找正、换刀和干涉检查等行为功能,没有交互性和沉浸感强的虚拟数控机床行为仿真系统。
基于
STL的
螺旋锥齿轮切削
螺旋锥齿轮是机械产品中的基础件,应用广泛,但其复杂的齿面形状给三维实体造型带来了一定的困难。而实际生产中,为了加工出合格的齿面,需要进行大量的试切来调整设计加工参数。这一过程费工费时,也无法适应目前市场对产品发展的要求。利用计算机仿真技术对基于STL的螺旋锥齿轮切削运动可视化进行了研究。研究了传统机械式铣齿机与CNC铣齿机的运动转换原理,由此求出了螺旋锥齿轮CNC铣齿机各运动轴表达式系数,通过MATLAB、VC以及MATLAB与VC的混合编程工具MATCOM实现了这一过程,解决了整个过程中复杂数学模型处理计算的问题,在此基础上,讨论了刀具与工件毛坯的空间平移、旋转等过程,求出了绕空间任意矢量旋转的旋转矩阵的表达式,实现了工件和刀具在加工过程中位姿的变化,从而实现了螺旋锥齿轮切削运动可视化。
丝杠旋风铣削时变切削力的切削
首先,在对丝杠旋风铣削加工中刀齿与工件的相对运动机理和刀齿切削刃双圆弧齿廓特征进行分析的基础上,对丝杠旋风铣削过程中未变形切屑横截面面积、有效切削刃长度的瞬时变化特性进行分析,并在考虑前一刀切削对后下一刀切削的影响基础上,对丝杠旋风铣削的时变切削力进行建模。然后,对丝杠旋风铣削过程的切削能耗特征进行分析,并基于丝杠旋风铣削时变切削力模型和刀具运动特征,对旋风铣削丝杠的切削能耗进行建模。同时基于丝杠旋风铣削加工中刀齿工件的运动特征和刀齿切削刃双圆弧齿廓特征建立未变形切屑的体积方程。在此基础上,对旋风铣削丝杠的切削比能进行建模。最后,在上述研究的基础上,采用DEFORM-3D仿真切削力并对切削力系数进行拟合,并对时变切削力模型预测的可靠性进行验证。根据所建立的比能模型分析刀盘转速、工件转速、刀具齿数以及刀尖回转半径对丝杠旋铣铣削切削比能的影响特性。
切削运动相关的文章

三头肌指短石肌肉,是三朝向的大骨骼肌,它沿到膀臂后面跑。三头肌是三个头的起源,分别是长的头(结肩胛骨)、侧面头(后部肱骨的轴优越侧向和辐形(螺旋)凹线)和中间头(后部肱骨的轴中间和下等辐形(螺旋)凹线)。
肝肾阴虚,指肝肾阴液亏虚,虚热内扰,以腰酸胁痛、眩晕、耳鸣、遗精等为主要表现的虚热证候。本证多由久病劳伤,或温热病邪耗伤肝阴及肾阴,或先天禀赋不足,肾阴亏虚而及肝阴不足,形成肝肾阴虚。多发于形体赢瘦,或先天不足者,是许多疾病发展到后期阶段的证候。肝肾阴虚常表现为目花、目干、易疲劳、肢麻、胁隐痛、腰膝
开罗(英文:Cairo;阿拉伯文:قـــاهــرة),是埃及的首都,同时也是埃及、非洲及阿拉伯世界最大的城市。城市横跨尼罗河,为整个中东地区的政治、经济、文化和交通中心,位于埃及的东北部。开罗占地3085km²,人口数量2280万(2017年),拥有著名景点金字塔群,埃及博物馆,解放广场。

香妃墓(维吾尔文:ئىپارخان مازىرى)即阿巴克霍加麻札(墓)、阿帕克和卓麻札(墓)、阿巴和加麻札(墓)(维吾尔文:ئاپاق خوجا مازىرى),(另有和卓坟、香娘娘庙等旧称)是葬有阿巴和卓(阿巴和加、阿帕克和卓、阿帕霍加等)及其家族的陵墓,位于中华人民共和国新疆维吾尔自治区喀


尚可名片
这家伙太懒了,什么都没写!
作者



