
荧光液渗透探伤这种探伤方法是使用含有荧光物质的渗透剂,经清洗后保留在缺陷中的渗透液被显象剂吸附出来。用紫外光源照射,使荧光物质产生波长较长的可见光,在暗室中对照射后的工件表面进行观察,通过显现的荧光图象来判断缺陷的大小、位置及形态。
精选百科
本文由作者推荐

荧光液渗透探伤
用来检验零件表面缺陷的方法
中文名
荧光液渗透探伤
外文名
Fluorescent fluid penetrates the flaw detection
优点
操作简单、成本低廉、不受限制
类型
无损检测
信息简介
荧光液渗透探伤(是在铸件表面涂上荧光液,荧光液在紫外线照射下具有强烈的荧光。荧光液从铸件表面缺陷开口处渗入铸件,清除表面多余的荧光液.再撒上显示粉,渗入缺陷的荧光液因毛细管作用而被显示粉吸出,在荧光灯照射下,暗室中铸件的缺陷呈亮白色。荧光探伤方法简单、灵敏度高,可检验铸件表层极细的裂纹,但仍检验不了铸件较深处的内部缺陷。
将溶有荧光染料的渗透剂渗入工件表面的微小裂纹中,清洗后涂吸附剂,使缺陷内的荧光油液渗出表面,在紫外线灯照射下显现黄绿色荧光斑点或条纹,从而发现和判断缺陷的方法。荧光探伤应属于液体渗透探伤。荧光探伤用来检验零件表面的缺陷。可检验磁性和非磁性金属材料,也可以检验非金属材料。
铸件检测
铸造生产的最终目的在于获得合格的铸件。一个铸件从原材料准备、合金熔化、造型、浇注、落砂,直到清理入库,要经过十几道工序,铸件的质量有赖于严格执行各工艺的要求。
铸件检测作为一种有效的质量控制手段,在科研和生产质量保证活动中占据着极其重要的地位,它包括铸件的安全性,可靠性和使用寿命。目前用于铸件无损检验的方法很多,最常用的是磁粉探伤、荧光探伤、超声波探伤、射线探伤等。
基本原理
利用渗透矿物油的氧化镁粉在紫外线的照射下,能发出黄绿色荧光的特性,使缺陷显露出来,如下图所示。由于在缺陷的空隙内仍存在有少量的氧化镁粉,将焊件在暗室内用水银石英灯照射,在水银石英灯发出的紫外线辐射作用下,渗入缺陷内的荧光粉发光,缺陷被清楚的显示出来。

荧光液渗透探伤基本原理
具体做法是把荧光液涂在焊缝表面,若焊缝表面有缺陷,由于荧光液具有很强的浸透能力,因此很快就可以渗透到裂纹中去,然后把零件表面擦干净,在暗室内用水银石英灯照射,这时渗入缺陷内的荧光粉在紫外线作用下就会发光,缺陷就被显示出来。荧光探伤剂
荧光探伤的关键是探伤剂的配制,常用的荧光探伤剂有水基型、水洗型和后乳化型三种。
应用实例1:水基型探伤剂生产方法。
探伤剂配方(质量分数):
荧光增白剂:0.3%~1.0%
荧光素:0.3%
表面活性剂:2.5%~3%
氯化钠:0~5%
水:余量
配制方法:将配方中的各种物料依次加入50~60℃的水中,充分溶解即可。配用的显像剂为100%氧化镁粉末。
应用实例2:乳化型荧光渗透剂的生产方法。
探伤剂配方(质量分数):
荧光增白剂:0.5%~1.0%
邻苯二甲酸二丁酯:12.5%
荧光黄S:0.2%
二甲苯:6.25%
乳化油:(煤油∶油酸∶三乙醇胺= 44∶35∶21,质量比)
配制方法:将质量比为煤油:油酸:三乙醇胺=44∶35∶21的三种组分混合,配成乳化油,再将其他物料按配方比例混合溶解即可。
相关研究
渗透探伤是在被检工件上浸涂可以渗透的带有荧光的或红色的染料,利用渗透剂的渗透作用,显示表面缺陷痕迹的一种无损检测方法。该法具有操作简单、成本低廉、不受材料性质的限制等优点,广泛应用于各种金属材料和非金属材料构件的表面开口缺陷的质量检验。由于渗透探伤只能检测表面开口缺陷,所以,一般应当和其它无损检测方法配合使用才能最终确定缺陷性质。
荧光液渗透探伤相关的文章

脑血管畸形是指先天性脑血管发育异常,病变在出生时已存在,但首发症状多见于年轻人。脑血管畸形主要分为四类:动静脉畸形、海绵状血管瘤、毛细血管扩张症和静脉畸形,其中动静脉畸形最为常见。在胚胎早期,原始的动静脉是相互交通的,动静脉畸形由于局部血管发育异常,动静脉仍以直接沟通的形式遗留下来。血液由动脉直接进
多疑是指神经过敏、疑神疑鬼的消极心态,属于精神心理科疾病。与生活环境、消极暗示、受过伤害等有关,因心理脆弱而过度自我保护。多疑分为内应多疑和外应多疑。内应多疑的主要表现为总是怀疑某人对自己不好,某件事对自己不利,便耿耿于怀,闷闷不乐,情绪立即反常,半天都不能排解;外应多疑的主要表现为的觉得被人怀疑后
KAA084是一个全新的折叠运动自行车设计。它作为一个紧凑型公路自行车。它的快速,硬朗,就像骑一个传统的大自行车,但它的便携能力令人难以置信。BioLogic II 框架提供了一个强大的刚性和稳定性,是其他大多数折叠车所无法比拟的水平。。一辆接近完美的小车,有着精致的外观和强大的战斗力。市内通勤,周
伊斯梅利亚市(阿拉伯语:مدية الإسماعيلية)是阿拉伯埃及共和国伊斯梅利亚省的省会和最大城市,位于埃及东北部,全市总面积约1442平方公里,人口约47万(包括郊区)。它位于苏伊士运河西岸,大约在其北面的塞得港和其南面的苏伊士两座城市中间。运河在该市境内加宽,与提姆萨赫湖相连,再往南则与
馅饼是一种中国北方的家常食品,它由多层饼皮包裹着馅料制成。制作馅饼的方法包括煎、烤和焗等多种方式。馅料的种类繁多,包括肉类、蔬菜、海鲜和鸡蛋等,味道以咸鲜为主。 馅饼也被称为盒子,在中国台湾和大陆被译作派,在中国香港被译作批。这个名称源自英语单词"pie"。馅饼是一种烤焗食品,由饼皮包裹着馅料制成。
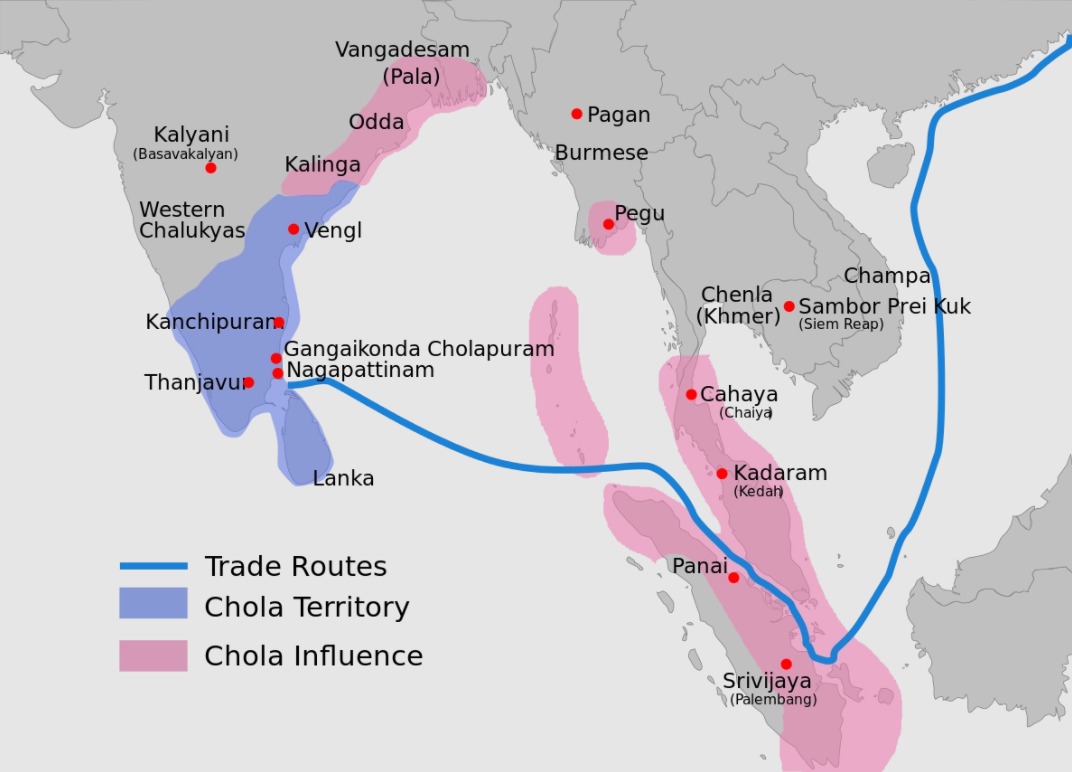
朱罗国(泰米尔语:சோழர் குலம்,宽式IPA:/'ʧoːɻə/),又名注辇,印度半岛古国,其地在今泰米尔纳德邦。建立于公元前三世纪灭亡于公元1279年王朝国祚超过一千五百年。注辇国最早起源于高韦里河(Kaveri)流域,以欧赖宇尔(Urayur)为国都。朱罗王朝的统治者们曾经征服印度半岛南部,吞并斯里兰卡,并占领了马尔代夫,甚至还成功地入侵马来群岛的王国。在公元1010年至1200年期间,注辇国领土南到马尔代夫群岛,最北到安得拉邦的达戈达瓦里河沿岸。朱罗王朝在13世纪进入衰退,随着潘地亚

尚可名片
这家伙太懒了,什么都没写!
作者
