
精选百科
本文由作者推荐
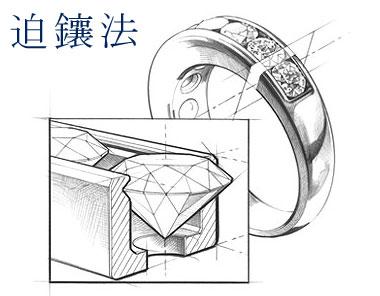
迫圆钻
迫圆钻
简介
迫圆钻是一种镶嵌方式,属于迫镶的一种。
工具
牙针、轮针、飞碟、迫镶棒、铁锤、摩打、镊子、平铲。
工艺步骤
①用镊子沾印泥点宝石,放在镶石位上度位,如宝石大(即石可放在两条金边上),则用牙针垂直于金面将两侧金边车开,直到两边金之间的距离小于石直径的0.2mm。
②根据宝石边的厚度,选用细轮针车坑,然后根据宝石厚度,用轮针斜扫底金,使底金与宝石的厚度一致,以同样方法车另一面,使两边底金与石底形状相吻合,金面厚度要有0.4~0.5mm。
③用镊子沾印泥点宝石,先将宝石的一边放进前面的坑内,然后再用适当的力将另一边按下去,以头位(第一粒石)为标准,依次放人其他宝石,要求做到宝石平整,疏密均匀。
④用迫镶棒垂向外倾斜迫打镶金面的外围,然后垂直迫打金面。
⑤用平铲将遗留在宝石面的金屑铲走,用平铲铲顺金边,以便观看金面是否紧贴宝石。
工艺要求
①镶嵌前,应先将宝石分类及观察宝石的形状、厚度,然后再开坑位。
②根据宝石的形状、数量及镶石位的长度,合理控制宝石的间距。
③宝石需平整,分布均匀、排列紧密,不能有松动、斜歪、损坏宝石的现象。
④金边必须紧贴宝石边。
⑤镶完宝石的工件,金面不能变形及出现凹凸不平的现象。
⑥车坑时,要时刻注意金面的厚度。
⑦底金不能车得太空,车得太空则容易造成落石过松,加大迫紧难度,且金面容易变形。
注意事项
①迫边时,应先从镶口边斜迫紧宝石,再正面压紧宝石。
②迫边时,需一边迫一边检查是否有斜歪、走位、松动等现象。如有斜歪现象,观察宝石斜向哪边,则相应在对称的另一边加迫直至宝石平整。若斜歪现象严重,需视情况拆下宝石,重新车位再镶。
③镶石位两边的金边需大小一致,不可出现大小边现象。
④金面不能遮盖宝石太多,不能遮石侧面多于2/3。
⑤金面需保留一定的厚度,通常为0.4~0.5mm。
⑥座石不能出现高低。
⑦宝石需对称,深浅、阔窄一致。
⑧横担用作防止变形和加固工件之用,因此不能将担位车断。
迫圆钻相关的文章

多疑是指神经过敏、疑神疑鬼的消极心态,属于精神心理科疾病。与生活环境、消极暗示、受过伤害等有关,因心理脆弱而过度自我保护。多疑分为内应多疑和外应多疑。内应多疑的主要表现为总是怀疑某人对自己不好,某件事对自己不利,便耿耿于怀,闷闷不乐,情绪立即反常,半天都不能排解;外应多疑的主要表现为的觉得被人怀疑后

泥鳅(Misgurnus anguillicaudatus),也称“鳅鱼”,是泥鳅属的一种鱼类。广泛分布于日本、朝鲜、俄罗斯、印度、摩洛哥及中国等国家;在中国,尤其在长江和珠江流域中下游分布较广,群体数量较大。

阿拉伯语(阿拉伯语:لغة عربية ),即阿拉伯人的语言,属于亚洲语系闪米特语族内的西南语支,是中东地区阿拉伯国家联盟22个成员国的官方语言,也是全世界八亿多穆斯林的宗教语言,更是世界诸多国际会议必备的工作语言之一。1974年,阿拉伯语被列为联合国的第六种工作语言。以它为母语的人口达2亿多,全
大马士革(阿拉伯语:دمشق;英语:Damascus),叙利亚首都、叙境内第二大城市,是世界有人居住的最古老城市之一。大马士革在历史上曾是阿拉伯帝国倭马亚王朝的首都,号称“人间的花园”、“地上的天堂”。
唐纳德·特朗普(Donald Trump),1946年6月出生于美国纽约州纽约市皇后区,祖籍德国巴伐利亚自由州卡尔斯塔特镇,美国政治家、企业家、房地产商人、主持人、电影演员,美国第45任总统(2017.1.20-2021.1.20)。

尚可名片
这家伙太懒了,什么都没写!
作者


