机械学中的爬行现象,在滑动摩擦副中从动件在匀速驱动和一定摩擦条件下产生的周期性时停时走或时慢时快的运动现象。爬行是机械振动中自激振动的一种形式。
精选百科
本文由作者推荐

爬行现象
周期性时停时走等的运动现象
中文名
爬行现象
外文名
Creeping phenomenon
现象介绍
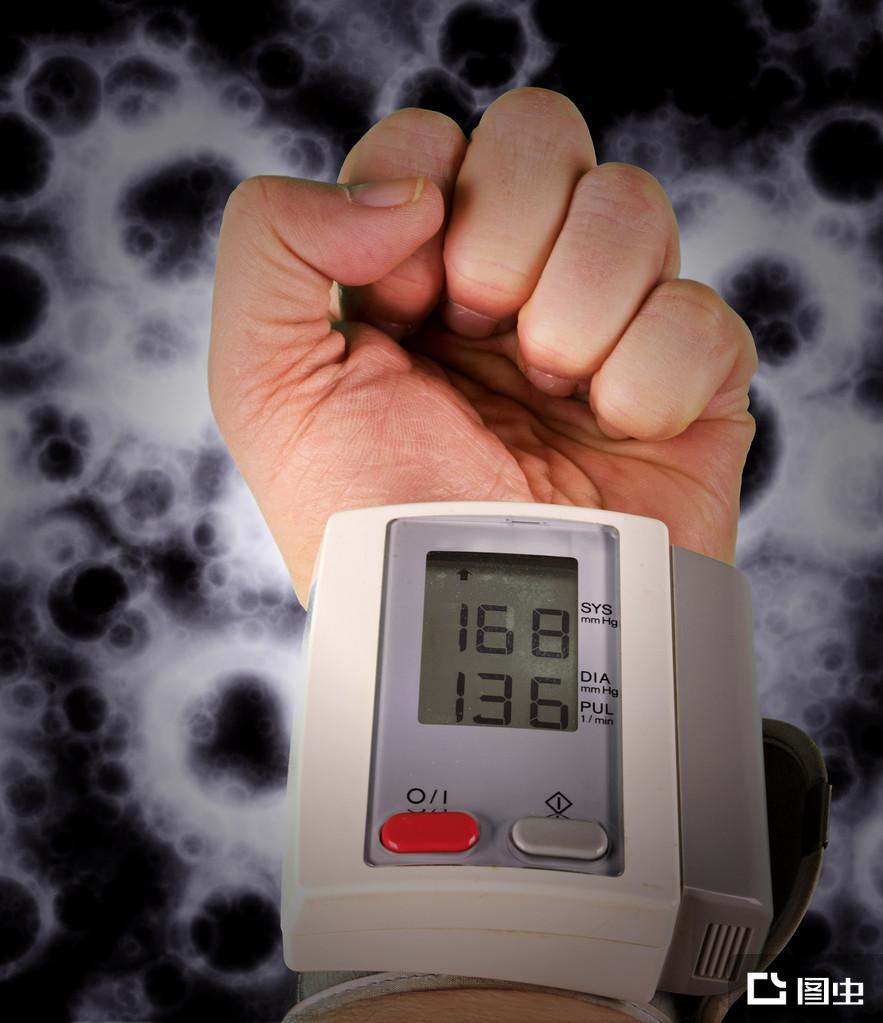
每一个爬行周期都分两个阶段:一个是能量的贮存,另一个是能量达到临界值时的立即释放。爬行是机床滑动导轨(见机床导轨)中常见的不正常的运动状态。程度较轻时爬行表现为肉眼所不能察觉的振动,显著时表现为较大距离的跳动。爬行会显著降低工件的加工精度。此外,汽车离合器接合时可能引起的冲击,对某些仪器微调时可能发生的跃动,也都是爬行的实例。爬行大多在低速时出现。
原因
引起爬行的原因很多:如法向载荷过大,滑动系统弹性元件刚度较小,滑动副间静、动摩擦力之差较大,摩擦系数和相对滑动速度曲线具有下降特性等。防止爬行的措施主要是改善滑动副间的摩擦特性,提高系统传动链的刚度,增加系统的阻尼和减轻滑动部件的重量。改善摩擦特性的途径包括采用摩擦系数小的摩擦副材料,施加性能较好的防爬油、脂,改动压润滑为静压润滑和改滑动摩擦为滚动摩擦等。爬行和防爬问题仍是人们研究的课题。例如分析摩擦副表面形貌对爬行的影响,定性和定量地讨论摩擦力、相对滑动速度与爬行运动之间的非线性关系,藉助电子计算机精确计算爬行临界速度和研制更为优良的防爬油脂和摩擦副材料等。
分类
液压系统侵入空气引起的爬行
空气侵入液压系统的方式是多种多样的,比如液压系统是由各液压元件组成,各种元件的零件之间,为达到连续的、断续和往复运动,需要有一定的配合间隙,而空气就从间隙中侵入,各元件之间的连接密封不严,且受到振动影响,接头螺帽松动,故而空气由此而入,元件中的零件由于同轴或直线度不好、线垫厚薄不均、螺钉没有均匀抓紧而造成泄漏,油泵吸油管和系统回油管在油池中没有隔开或靠在一起,回油飞溅,搅成泡沫,使油泵吸油管吸入空气,油泵吸油管处的滤油器被污物堵塞或滤油器孔太密、油液不足或吸油管侵入油池太少,导致吸油不畅,在吸油区形成局部真空而产生空穴,回油管的出油口在油面上,当机床停用时,空气就乘机而入,设计不合理,回油路中没有背压或背压很小,密封件损坏等,导致油缸左右油腔同时互通且通回油。
油液在温度一定时,压力增加体积缩小,具有一定的压缩性,但这种压缩性极其微小,一般忽略不计,即认为油液是不可压缩的,而空气是可压缩的,且压缩性很大。因此,当液压系统侵入了空气后,其中一部分空气溶解于压力油中,另一部分则形成气泡浮游在压力油里。当液压系统产生压缩时,油液中的空气因压缩性大,使得运动件暂时维持原有运动状态(停止状态),只有当空气被压缩到一定程度时,才能有足够的力来克服运动件的惯性力而使运动件改变运动状态(运动件启动)。当液压系统停止工作后,由于惯性作用,运动件并不会立即改变运动状态而继续前行一段距离,因而使得压力油膨胀。
液压元件间隙引起的爬行
运动件低速运动时,一旦发生干摩擦,阻力增加。这时要求液压泵提高压力,但由
于液压泵间隙大而严重漏油,不能适应执行元件因阻力变化形成的压力变化而产生爬
行。
1 液压油泵间隙大引起的爬行
2 控制阀失灵引起的爬行
3 元件磨损引起的爬行
摩擦力变化引起的爬行
机床上的机械系统产生爬行的根本原因是摩擦阻力的变化。在实际机床运行中,运
行的速度低于某一数值即临界速度时会产生爬行。机床制造出来并选定润滑油以后,机
械会动系统的刚度、质量和阻尼即已确定,影响机床机械系统爬行的因素就是摩擦力的
变化。
1 导轨因素引起的爬行
2 油缸因素引起的爬行
防止措施
1 改善工件和刀具之间的摩擦特性
要改善工件和刀具之间的摩擦特性,具体可以采取以下措施:
(1)采用合适的刀具和工件材料。针对不同的工件材料选用合适材料的刀具,使刀具和工件的相互摩擦系数以及使刀具和工件的动静摩擦系数的差别尽量地小。
(2)施加性能较好的切削液。性能较好的切削液能较好地改善刀具和工件的摩擦特性。
(3)采用滚珠丝杠代替普通的螺纹丝杠,以液体摩擦代替边界或干摩擦,采用特殊的润滑油等,通过改善机床传动系统的摩擦特性改善进给系统的灵敏性,减少爬行现象的发生。
2 提高系统的刚度
提高整个工艺系统的刚度,可以有效地减少爬行现象的发生。
(1)减少刀具伸出刀架的长度,加粗刀柄,提高刀架的刚度。
(2)减小工件的长径比,采用中心架等中间支承,增加工件的刚度。
(3)适当加粗进给机构中传动丝杠的直径、缩短丝杠长度等,提高进给机构的传动刚度,尽量消除进给机构中各传动元件之间的间隙,缩短进给机构的传动链,提高机床传动系统的刚度。
3 增加系统的阻尼
增加系统的阻尼,可以选用内阻尼较大的材料(如铸铁)做支承件,也可以在零部件上附加高阻尼材料或压入阻尼环节等,来减少爬行现象的发生。
4 减轻切削加工的负载
可以通过减小背吃刀量,减轻各传动部件重量的方式,减轻切削加工的负载,改善切削加工中的爬行现象。
爬行现象相关的文章

陆无双,金庸小说《神雕侠侣》中的人物。原是江南陆家庄的千金小姐,陆家庄二庄主陆立鼎的女儿,幼时遭“赤练仙子”李莫愁灭门,并被其掳去,后成为李莫愁的徒弟,长大后偶遇杨过,并对杨过暗暗倾心。
柠檬精,网络流行词。其字面意思就是柠檬成精,用来表示自己很酸的感觉,指很喜欢酸别人,嫉妒别人,指嫉妒心很强,见不得别人比自己好,又自视清高的那种人。后来其贬义色彩逐渐淡化,多用于自嘲式地表达对他人从外貌到内在、从物质生活到情感生活的多重羡慕。
浙江本词条是多义词,共2个义项中华人民共和国省级行政区浙江省,简称“浙”,省会杭州。浙江省境内最大的河流钱塘江,因江流曲折,称之江,又称浙江,省以江名。其地处中国东南沿海长江三角洲南翼,东临东海,南接福建,西与江西、安徽相连,北与上海、江苏接壤。浙江地势由西南向东北倾斜,地形复杂。山脉自西南向东北成大致平行的三支,有“七山一水两分田”之说。浙江属典型的亚热带季风气候区。浙江是全国岛屿最多的省份,其

尚可名片
这家伙太懒了,什么都没写!
作者